PolyWorks 2019 IR10补丁 32位和64位
附带安装教程- 软件大小:268.52 MB
- 更新日期:2020-06-28 14:54
- 软件语言:简体中文
- 软件类别:3D/CAD软件
- 软件授权:免费版
- 软件官网:待审核
- 适用平台:WinXP, Win7, Win8, Win10, WinAll
- 软件厂商:

软件介绍 人气软件 下载地址
PolyWorks 2019补丁是一款针对InnovMetric PolyWorks 2019 IR10而开发的激活补丁,其目的就是帮助用户将官方版进行,从此该别昂贵的软件费用;新版本支持3D尺寸分析与质量控制,3D尺寸分析和质量控制解决方案,可控制您的产品工程和制造过程,免费的3D尺寸解决方案,可将3D测量结果交付您的工程和制造团队,精巧的报告解决方案,简化了预格式化公司Excel报告中检查结果的集成;用于Inspector的智能遥控器,可提高车间的测量效率;混合现实软件解决方案,可将3D测量结果和指导图形叠加在被检零件上;新版本支持通过将检查项目,其修订和3D测量数据存储在集中式数据库中,用户可以最佳地处理3D测量活动产生的大量数据;需要的用户可以下载体验
新版功能
集中3D测量
数据存储
将您宝贵的3D测量数据存储在现代化的复制存储基础架构上,让您高枕无忧。
利用流行的Microsoft
SQL Server解决方案
将数据仓库基于Microsoft久经考验的SQL Server数据库及其广泛的支持和服务合作伙伴网络。
根据您的业务需求量身定制硬件设置
将数据库托管在本地或云中的单个服务器上,或通过实时数据复制部署多个服务器。
自动化文件和文件夹
管理
自动处理所有项目文件和文件夹,以消除可能损坏数据的手动操作。
最大化数据
传输速度
借助智能缓存策略和最少的数据传输技术,可以快速下载和上传项目。
最小化磁盘
空间使用
创建新项目时,无需使用额外的磁盘空间即可重复使用已存储的扫描数据或CAD模型。
软件特色
轻松进行数据访问
输入零件编号查找检查项目。从序列号中检索缺陷零件的3D测量数据;现在就这么简单。
现在,您不得不浏览本地或网络磁盘上的文件或文件夹的日子已经一去不复返了。
欢迎来到PolyWorks | DataLoop的新世界,在这里您可以搜索有意义的内容!
索引所有
有意义的信息
标识零件和流程中的关键信息,并使用自定义属性在数据库中为它们建立索引。
轻松查找项目和测量件
通过基于索引属性进行搜索,可以轻松地查找并打开已归档的项目和已测量的片段。
通过过滤搜索结果来加快搜索速度
使用我们强大的过滤工具来缩小搜索范围并轻松找到所需的数据。
管理检查
项目权限
控制对项目的访问,以防止模板被覆盖或为外部协作者设置受限的门户。
数字连接
提高了团队效率
PolyWorks DataLoop的多平台灵活数字框架和并发访问功能使团队可以同时查看,编辑和测量一个检查项目,
从而极大地改变了捕获或需要访问3D测量数据的团队的流程和人与人之间的互动。
安装步骤
1、用户可以点击本网站提供的下载路径下载得到对应的程序安装包
2、只需要使用解压功能将压缩包打开,双击主程序即可进行安装
3、同意上述协议条款,然后继续安装应用程序,点击同意按钮即可
4、可以根据自己的需要点击浏览按钮将应用程序的安装路径进行更改

5、弹出应用程序安装进度条加载界面,只需要等待加载完成即可
6、根据提示点击安装,弹出程序安装完成界面,点击完成按钮即可,关闭界面
方法
1、程序安装完成后,先不要运行程序,打开安装包,然后将文件夹内的文件复制到粘贴板
2、然后打开程序安装路径,把复制的文件粘贴到对应的程序文件夹中替换源文件
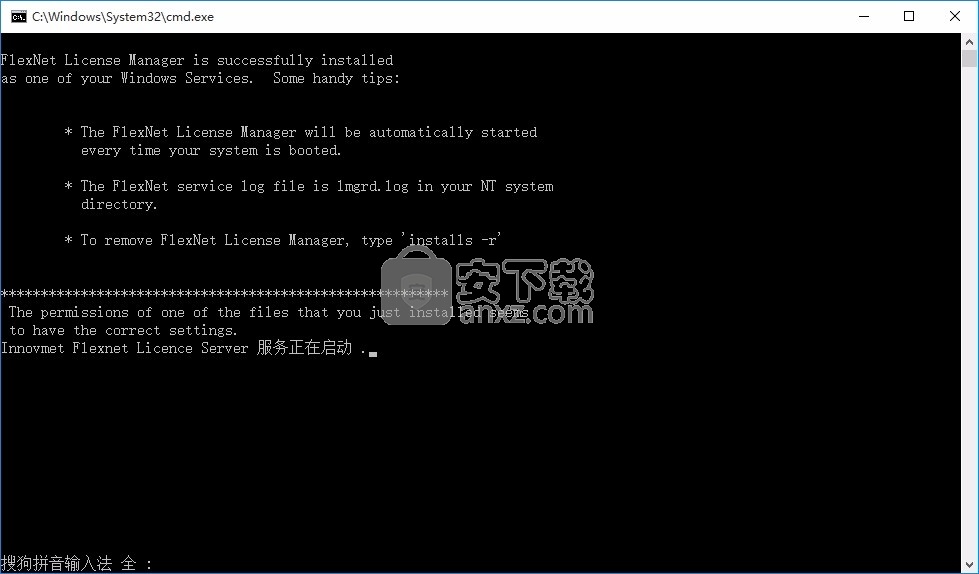
3、以管理员身份运行 \ bin \ server_install.bat,然后等待许可证服务器安装并启动
4、启动Polyworks>工具> IMKey许可证管理>浮动键-客户端>许可证服务器名称的输入:23100 @ localhost,然后点击应用功能按钮
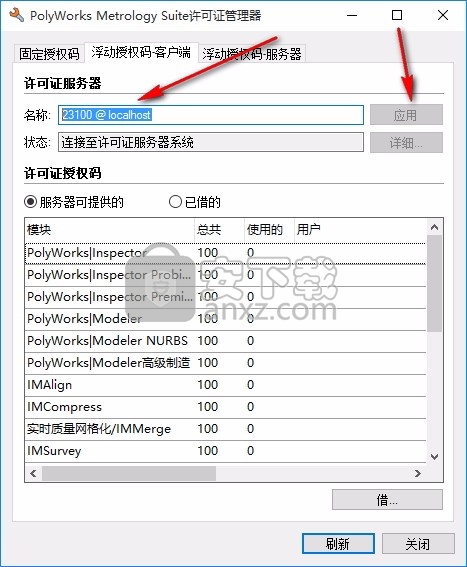
5、然后关闭IMKey许可证管理,双击应用程序将其打开,此时您就可以得到对应程序
使用说明
O'FALLON CASTING提升快速成型检测方式
O’Fallon铸造使用PolyWorks加快了快速成型操作的速度
成立于1969年,O'Fallon铸造是一家不含铁熔模铸造公司,位于密苏里州的圣路易斯以西20分钟路程,提供快速成型和铸造成品,材料为铝,铜,金刚砂金属模板的复合合金。自2006年,O'Fallon铸造开始使用3D扫描和PolyWorks®软件对模子和铸造件执行基于点云的检测。
位于密苏里州圣路易斯的O'Fallon铸造是一家一流的不含铁熔模铸造公司,制造高质量,赋竞争性价格的铸造件以满足高端客户需求,从而享誉业界。
挑战
公司的服务领域十分广泛,包括军事导弹和电子仪器组件市场,阀和泵,医疗及牙科设备,高速自动化精密加工机,商业机器,机器人,光学和激光设备,硅片加工设备和半导体制造设备。
公司成长的一个领域是快速成型。使用来自CAD文件的3D模型生成的可熔化模子 ,快速且低成本的制造部件,并在制造产品工装前验证其设计。
“最近几年,模子表面加工的质量,模子精度,及模子可用材料都有了很大改进。如今的模子更容易加工成由熔模铸造提供的裸形状,” Ben Galmiche,O’Fallon铸造质量工程师说道。由于这些改进,铸造件的快速成型对客户来说是一项高附加值的操作,可减少总体工装成本,并使产品快速上市。
快速检测对于铸造业是一项关键技术。传统检测方式基于接触式探测,不能适应快速成型。
“过去,我们没有有效和高效的方式检测实体模型。我们有一台旧式悬臂式测量机,用接触式探针收集尺寸数据。这个过程很慢,我们一直在找寻一种新的方法。”
解决方案
为加快快速成型检测过程的转变时间,O’Fallon铸造转向了3D扫描和基于点云的检测。O’Fallon铸造用Metris XC50扫描头代替了来自海科斯康的带全局CMM的旧式CMM,Metris XC50是一款高速,多带3D激光扫描仪,用于检测部件特征,这些特征提供各个方向最优点分布。
这项投入无疑是一个正确的行动,很快收回了成本。特别是当2008年O’Fallon铸造接到了来自波音787梦想客机的任务,检测一个完整翼尖灯的外壳。
这是O’Fallon如何成功地将基于点云的分析集成到快速成型过程各阶段的:
1.翼尖灯罩模子用SLA和SLS工艺创建于客户的3D CAD模型。
2.模子通过视觉和手动检测,评判是否同部件的参考CAD模型一致,对于收缩而言其比例是否合适。
3.一旦模子通过了PolyWorks检测流程的验证,O’Fallon铸造就按着快速成型的模子制作陶瓷外壳。
4.带模子的陶瓷壳通过烧结工艺,使模子蒸发,只留下陶瓷模具。部件用A356铝浇铸,人工老化至T6状态。
5.之后部件再用全局CMM和Metris激光扫描仪测量。这一过程搜集的点云数据通过公司内部网络传输到PolyWorks软件。
整个过程,O’Fallon铸造使用3D扫描和PolyWorks不仅检测了泡沫模子,还检测了来自模子的铝制品。“我们导入数据至PolyWorks软件的对齐模块™,扫描片体通过最佳拟合算法自动对齐,创建了部件的点云模型,” Galmiche先生说道,“至此,我们仔细研究模型,判断是否搜集了足够的数据可以进行点云和客户CAD模型间精确比较。若有必要,转换CMM机上的部件方向,从另一个视角采集数据。”
采集样件数据的时候,O’Fallon铸造用非常慢的速度扫描,确保捕捉到高质量的特征细节。在流程中,多余的数据被采集。“我们使用IMAlign减少重叠函数来自动删除扫描区域的多余区域,并且在这些区域创建一套单一的能精确自定义化部件尺寸的数据点。”他说。
接下来,使用PolyWorks的IMMerge™模块合并对齐扫描区域去创建一个高质量精准详细的数字化的多边形网格。
然后将三角化模型输入至PolyWorks检测模块™用于真正的尺寸检测流程。这个软件包使用强大的数据至CAD对齐技术,包括带约束的最佳拟合,以及基于特征和参考点的对齐。也包含比较和测量工具用于完整的曲面和断面偏差分析,特征尺寸和GD&T控制,间隙及厚度分析。对于该特定项目,O’Fallon铸造用了五种特定检测工具来验证翼尖灯外壳:
通过计算每个扫描点云和其相应CAD参考间的偏差进行全局比较。显示的误差彩图根据的是O’Fallon铸造设定的公差。
为确保光线无干涉投影,部件间隙通过比较两平面间3D距离测量。
壁厚抽取是通过计算两片点云之间的3D距离。确保了部件的完整性并验证了部件是否满足设计要求。
平面度和两平面间的3D角度(基准A和基准B)使用PolyWorks的GD&T功能计算。通过/失败结果是按照设定的公差提供的。
Galmiche使用PolyWorks的报告生成功能,用AS9102格式准备了一份检测报告。“除了数据,我们添加了模型比较快照,客户能快速看到部件的什么部分超出公差。通过不同颜色表示不同公差范围,我们也可以说明部件哪些地方少量超差或大量超差。最后,感谢PolyWorks检视模块这一免费的结果浏览器,我们的客户可以在他们自己的电脑上3D方式查看他们的检测项目。”
优势
全局CMM,Metris XC50激光扫描仪和PolyWorks软件的组合大大减少了O’Fallon铸造进行快速成型的周期。“总而言之,我们非常满意这一新的基于点云的检测方式,” Galmiche先生说道。“对一个部件,我们花大概一天的时间搜集需要的尺寸数据,然后用不到半天的时间在PolyWorks软件中进行数据分析。这大概只是过去流程所花时间的一半。数据的可视化也使得客户能浏览检测报告并理解尺寸数据分析的含义。”
另外
O’Fallon铸造也用CMM/激光扫描仪/ PolyWorks软件的组合检测自己的铸模和压缩矫正工具,确保其符合设计。PolyWorks/检测模块™快速精确显示工装的哪些部位磨损了或少量超差。
Galmiche先生也看到了这一新检测方案的另一潜在应用。“我们的一些客户要求我们检测系统中的某个特定零件来帮助他们确定是否其周围环境,如热,导致其故障。用PolyWorks就能快速扫描部件,并将真实部件数据同设计意图比较。这也许预示了我们新的业务领域。”
Extreme Fab Inc.是一家结构性金属制造公司,拥有建造大型机械的设备和技术,能够满足石油与天然气,电力,能源和货运工业的需求。GE Aero Energy是他们的重要客户之一;GE Aero Energy使得世界范围内的企业和社区能够在使用点或者附近生产可靠和高效的电能,在任何时间,在或不在电网。
使用多种燃料, GE Aero Energy的FlexAero LMS100 航改型燃气轮机能够以44%的转换效率生产高达100兆瓦的电量。用于偏僻地方的快速部署和安装,如偏远的乡村、钻井现场或灾区,这个特殊的涡轮就是一个盒子里的发电厂。LMS100产品系列包括所有已安装和预装配的涡轮,燃气轮机和压缩机。为了使这项复杂的工程正常工作,它使用了一个大型的、高精度的滑动底座。
提到为GE Aero Energy加工滑动底座,Extreme Fab和Dimensional Engineering通力合作,Dimensional Engineering公司致力于提供3D数字化数据采集,工程设计和分析服务,解决在广泛行业和应用领域的工程设计和生产制造的挑战。
挑战
通过60 X 25英尺的测量,LMS100滑动底座有了精确加工的支撑面和安装孔。极微小的加工偏差都可以降低发电厂的运营效率,电能输出和使用寿命。据Dimensional Engineering公司的董事总经理William Bonner所说: “安装垫板需要+ / - 0.002的平面度,相对于60英尺长滑动底座的所有位置,标高保持+ / - 0.005。”
加工一个大型工件到如此精度都不是一件容易的事情,而滑动底座更具挑战性。“这件东西是动的;它从不会静止,” Bonner说道。当进行精密切割时有一吨重的现场加工系统放置在滑动底座之上。“每当你在滑动底座上放置铣刀时,滑动底座会弯曲,因为铣刀的重量不是均等分布的。
“仅仅是将一个大工件加工到如此精度都需要花费数千美元,而且并非易事,对于滑动底座更具挑战性。” 。“这件东西是动的;它从来不是静止的,” Bonner说道。当进行精密切割时有一吨重的现场加工系统放置在滑动底座之上。“每当你在滑动底座上放铣刀时,滑动底座会弯曲,因为铣刀的重量不是均等分布的。”
整个项目中,总共10天,每天12小时,机械工需要重新安置设备,这会引起安装垫板的上升,下降和扭转。
热膨胀也是一个使事情变得更加复杂的因素。24小时内高达50°F(10°C)的温度变化,滑动底座在一天中会产生膨胀和收缩。“Dimensional Engineering公司的任务是控制安装,指定刀具的角度和深度, 保证Extreme Fab可以提供GE所要求的精度,“Bonner说道。
如果滑动底座交付给GE时不符合规格要求,经常会产生严重后果。 “所以,如果它必须返回到Extreme Fab重新加工,滑动底座的单程运输将会花费额外数千美元的运费,” Bonner说道。如果返工影响生产计划,不合格也意味着严重的经济惩罚。
随着每台机器的移动,在每次切割前和操作后,Dimensional Engineering公司会为Extreme Fab对铣刀放置,切割位置以及相对滑动底座静态与放松状态下的工件位置进行精确的测量。如果没有这种测量控制,GE的规格要求将很难满足,甚至不可能被满足。
Bonner说,他选择的是FARO激光跟踪仪和InnovMetric公司的PolyWorks|Inspector™软件解决方案。“我们使用激光跟踪仪获取精准测量,并使用PolyWorks来研究和管理采集到的数据,指导不断变化的项目,” Bonner说道。
Bonner的两人团队在滑动底座的卸载状态下开始基本对齐。使用焊接在工件上的50个参考目标,激光跟踪仪测量滑动底座的基准特征,使用PolyWorks®创建一个世界坐标系。然后使用PolyWorks建立多个局部坐标系,这样团队就可以孤立单个安装垫板上的移动,同时保持了单个安装垫板与整个滑动底座的关系。
在完成铣刀的定位和置平后,Bonner的团队开始测量滑动底座和刀具的位置,以提供给机械工用于编程切割深度和角度的准确位置。操作完成后,在进行下一片之前,再次进行测量以检测切割。
考虑到滑动底座会随温度的变化而变化, Dimensional Engineering团队使用PolyWorks提供的动态温度补偿功能处理所有的测量数据。通过这种调整,结合加工特征的准确位置,机械工可以相对于滑动底座在一个稳定的温度条件下对切割路径进行编程,而不是它的当前温度,动态更改位置。
出于对滑动底座的大小和视线的考虑,FARO激光跟踪仪在10天的项目上会被重新定位数十次。这将给精准加工操作引入另一个不确定因素。为了确保所有的测量精度相对于所有跟踪仪位置来说都是精准的,Bonner的团队使用了的PolyWorks的移动设备和实时捆绑。正如Bonner所说,“如果我们不能控制考虑了跟踪仪重新定位的测量,就将会出大问题。”
为了完成这个项目,我们要进行最终检测,以确认这个滑动底座满足GE的规格要求。 “我们对项目期间和运输前的每一次测量都进行验证和确认,” Bonner总结道。
“如果不使用激光跟踪仪和PolyWorks|Inspector解决方案,根本没有办法达到这种水平的准确度和精密度,至少不是一个可量化的方法,“Bonner说道,“我们从事这项工作已经有六年了,已经加工过50多个滑动底座。没有一个因为重做而不得不来回运输。“在这六年里, Dimensional Engineering只有两个不合格的报告(NCRs): 一个是因为单个超规格的孔,另一个是因为滑动底座图纸中有冲突的规格。
Dimensional Engineering将同样流程和工具应用于其他的大尺寸项目,包括LMS100套件的辅助部件,如中间冷却器。 “滑动底座技术被用于两个50英尺的散热器导轨,被焊接时的定位;也可以用于散热器安装法兰上120个孔的输入口以及输出口的平行,” Bonner解释道。 “如果我们没有FARO激光跟踪仪和PolyWorks的精确测量,散热器就不能和中间冷却器匹配,中间冷却器就不能安装到LMS100涡轮上。”
使用PolyWorks, Dimensional Engineering使得移动的目标更易于管理,大尺寸加工更能预知。
人气软件
-

理正勘察CAD 8.5pb2 153.65 MB
/简体中文 -

浩辰CAD 2020(GstarCAD2020) 32/64位 227.88 MB
/简体中文 -

CAXA CAD 2020 885.0 MB
/简体中文 -

天正建筑完整图库 103 MB
/简体中文 -

Bentley Acute3D Viewer 32.0 MB
/英文 -

草图大师2020中文 215.88 MB
/简体中文 -

vray for 3dmax 2018(vray渲染器 3.6) 318.19 MB
/简体中文 -
cnckad 32位/64位 2181 MB
/简体中文 -

Mastercam X9中文 1485 MB
/简体中文 -

BodyPaint 3D R18中文 6861 MB
/简体中文
 lumion11.0中文(建筑渲染软件) 11.0
lumion11.0中文(建筑渲染软件) 11.0  广联达CAD快速看图 6.0.0.93
广联达CAD快速看图 6.0.0.93  Blockbench(3D模型设计) v4.7.4
Blockbench(3D模型设计) v4.7.4  DATAKIT crossmanager 2018.2中文 32位/64位 附破解教程
DATAKIT crossmanager 2018.2中文 32位/64位 附破解教程  DesignCAD 3D Max(3D建模和2D制图软件) v24.0 免费版
DesignCAD 3D Max(3D建模和2D制图软件) v24.0 免费版  simlab composer 7 v7.1.0 附安装程序
simlab composer 7 v7.1.0 附安装程序  houdini13 v13.0.198.21 64 位最新版
houdini13 v13.0.198.21 64 位最新版