Autodesk HSMWorks Ultimate 2021中文64位
附安装教程- 软件大小:1096 MB
- 更新日期:2020-04-20 16:04
- 软件语言:简体中文
- 软件类别:3D/CAD软件
- 软件授权:免费版
- 软件官网:待审核
- 适用平台:WinXP, Win7, Win8, Win10, WinAll
- 软件厂商:

软件介绍 人气软件 下载地址
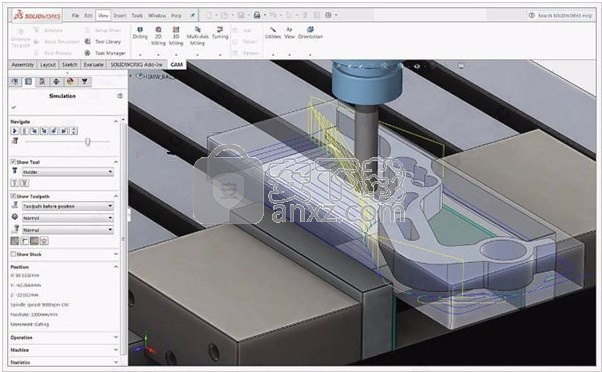
HSMWorks 2021是一款专为SolidWorks软件而开发的CMA解决方案,提供了从设计到CNC制造的集成工作流程,内置的Pocket模块主要用于有效清除大量材料的常规粗加工策略,可以通过平滑偏移轮廓逐层清除零件,从而在整个操作过程中保持爬铣;支持自适应清算,自适应清除是一种创新的粗加工策略,与传统的粗加工策略相比,它具有显着的改进,该策略通过逐步减少剩余库存中的材料来避免全幅削减,生成的刀具路径可确保在稳定的刀具负载下切削条件保持恒定;结果,可以显着提高进给率,从而将加工时间减少40%或更多;提供多轴加工策略,支持切屑功能,切屑5轴铣削是侧切过程,非常适合带有斜边和锥形壁的零件,计算刀具路径时,好像在定义曲面的2条边上有一条直线,只要这两个边缘之间的面是直的,就可以使用切屑切割对其进行加工;多轴轮廓,多轴轮廓用于加工位于模型面上的3D曲线,这些可以是模型面的实际边缘,也可以是已投影到模型面上的3D曲线;该程序将创建一条沿着所选曲线/边沿的刀具路径,同时保持法线/垂直于模型表面,其他选项可让您向前或向侧面倾斜工具,虽然可以补偿所选曲线的左或右,但通常可以直接在曲线的中心进行加工;需要的用户可以下载体验
新版功能
1、集成的CAD / CAM
与SOLIDWORKS的完全集成使您可以在与功能强大的设计工具连接的熟悉界面中工作。
2、2.5和3轴铣削
HSMWorks包括全套的2.5轴和3轴铣削策略,以最大限度地提高生产率。
3、3 + 2和同时5轴
易于使用的多轴编程可减少机器设置时间并缩小功能公差。
4、AnyCAD连接
将您的SOLIDWORKS文件关联到Fusion 360,从而解除对高级设计工具的访问。
5、机器模拟
通过仿真预览机床的运动,包括主轴,夹具和机床组件。
6、车削和铣削
通过一致的工作流程快速编程从简单的2轴到铣削车削策略的车削操作。
软件特色
铣削2的可能性,消耗品的优化和减少最终 退刀
利用CNC机床的几种不同代码的优势,能够模拟和评估结果
可以模拟刀具路径,可以进行钻削和铣削钻孔操作,加工3D,3 + 2和5轴
3 + 2加工
所有2D和3D策略都通过结合A,B或C轴运动来旋转机床的零件或头部,从而支持3 + 2加工(5轴定位)。
创建3 + 2工序只是为工序选择工作平面的问题,Inventor CAM负责其余工作。
一旦就位,就可以使用所有加工策略,并且对于通常支持该策略的所有策略,都可以保护工具和刀槽。
变形螺旋
变形螺旋策略与螺旋策略非常相似。但是,变形螺旋操作从选定的边界生成螺旋,这与螺旋操作相反,该操作会将生成的路径修整到加工边界。
这意味着变形螺旋可以用于不适合使用螺旋的其他表面。
在加工自由形状/有机表面时,它也非常有用。
尽管扇贝策略通常用于这些类型的表面,但是尖角和生成的焊道之间的链接过渡都可能导致可见标记。
通过避免这些问题,“变形螺旋”策略通常可以提供更平滑的刀具路径。
径向的
与螺旋加工一样,径向加工也从中心点开始,使您能够加工径向零件。
它还提供了一个选项,可以使径向通道的中心变得更密集,使其停止运动。
待加工零件的中心点是自动定位的,也可以由用户指定。
该程序也可以与刀具接触角一起使用。
安装步骤
1、在本站下载好资源后解压,得到autocad architecture 2021中文版64位原程序和注册机;
2、双击打开后软件会自动解压,耐心等待即可;然后双击应用程序进行安装
3、解压成功之后会弹出安装界面,点击安装按钮,如果语言不是中文可以点击右上角切换简体中午即可;
4、同意上述协议条款,然后继续安装应用程序,点击同意按钮即可
5、弹出以下界面,用户可以直接使用鼠标选择第二项进行安装
6、可以根据自己的需要点击浏览按钮将应用程序的安装路径进行更改
7、弹出应用程序安装进度条加载界面,只需要等待加载完成即可
8、根据提示点击安装,弹出程序安装完成界面,点击完成按钮即可
方法
1、温馨提示:之前需要将电脑中的网络断开,避免失败

2、接着打开路径C:\Program Files (x86)\Common Files\Autodesk Shared\AdskLicensing,点击uninstall.exe把v10版本卸载,然后重启电脑;

3、点击AdskLicensing-installer.exe安装v9版本AdskLicensing;
4、接着注意一定要断开互联网,运行桌面中的应用程序启动快捷键按钮,选择点击输入序列号激活;

5、点击激活软件,该程序有30天的试用期,整个过程都非常简单,点击激活按钮即可

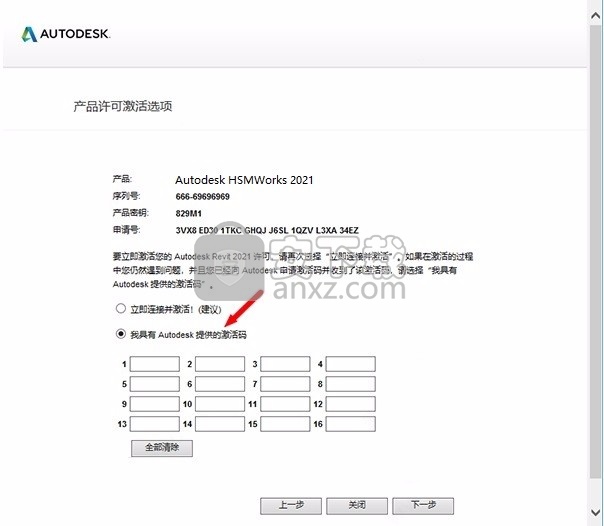
6、在弹出的激活弹窗输入应用程序的对应序列号【666-69696969】和密钥【829M1】,点击下一步继续;

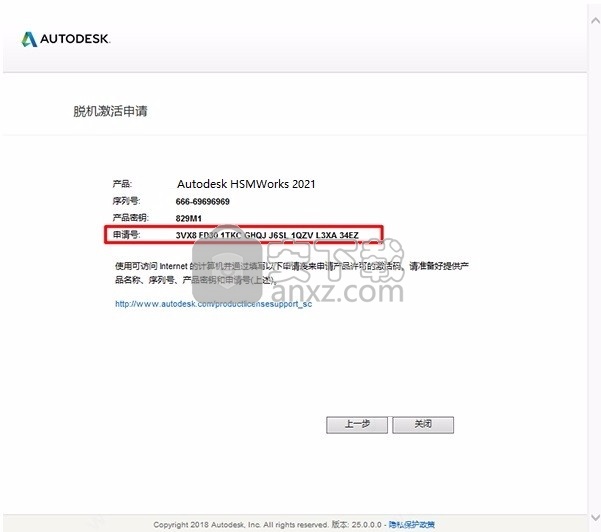
7、弹出以下新界面,用户可以直接选择第二项脱机激活,单击下一步;

8、将页面中的申请号复制,然后重启软件,重新进入注册界面,选择我具有autodesk提供的激活码”;
9、先不要关软件,以管理员的身份运行注册机文件夹中的“xf-adesk20_v2.exe”文件打开注册机,注意一定要先点击patch,弹出“successfully patched”才能进行下一步;
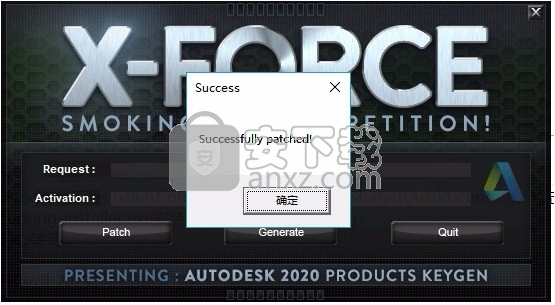
10、将刚才复制好的申请号输入注册机的request中,再单击generate得到激活码。注意刚才一定要先单击patch,弹出“successfully patched”;

ps:激活码比较长,一定要全部复制。
11、将刚才复制好的激活码输入我们之前打开的的应用程序激活页面,复制点击下一步软件即可激活成功。
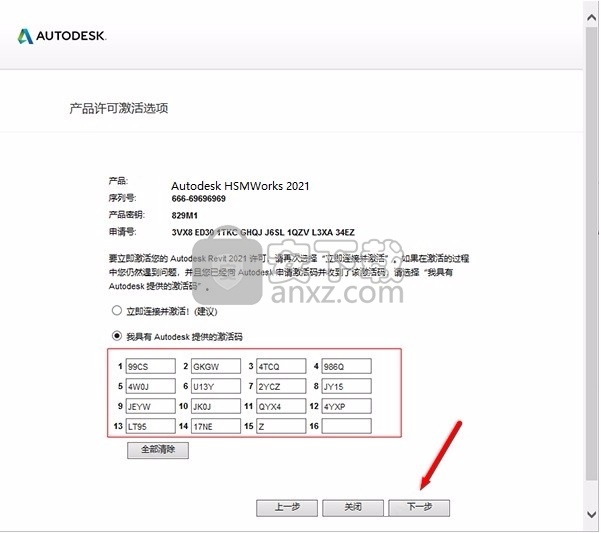
12、完成以上操作步骤,即可将应用程序完成,用户此时打开程序就是

使用说明
使用水平加工基础表面
接下来,清除基本水平的底面。
在功能区上,单击“ CAM”选项卡“ 3D铣削”面板“水平”。
工具标签
在工具选项卡上,单击按钮。
从Tutorial4库中选择工具#13-Ø6R1 mm圆头工具。
单击以关闭“工具库”对话框。
高度标签
默认情况下,水平精加工策略也会在零件顶部和零件脊上的小平坦区域上进行加工。在此操作中,我们仅关注底部平面,因此我们可以限制要加工的深度范围。
单击高度选项卡。
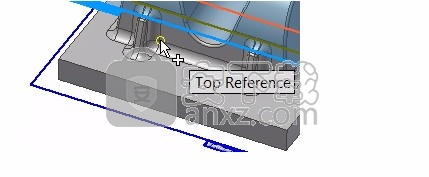
从“顶部高度”下拉菜单中,选择“选择”。
对于“顶部”参考,选择底部圆角上方的一个顶点,如下所示。
通过选项卡
单击通过选项卡。
设置公差:至:0.02毫米
设置平滑偏差:至:1毫米
启用要离开的库存复选框。此操作将机器加工成零件的最终形状,而没有任何库存余量。
设置径向备用为0毫米
将“轴向储备”设置为:0 mm(该值应自动更新)
开始计算
单击“操作”对话框底部的,或在图形窗口中单击鼠标右键,然后从标记菜单中选择“确定”,以自动开始计算刀具路径。
现在将计算刀具路径,并且预览将显示在图形窗口中。
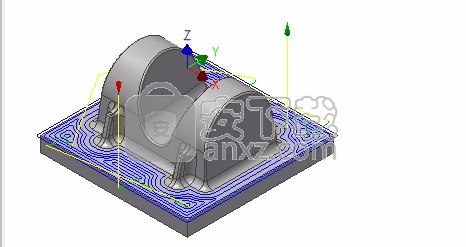
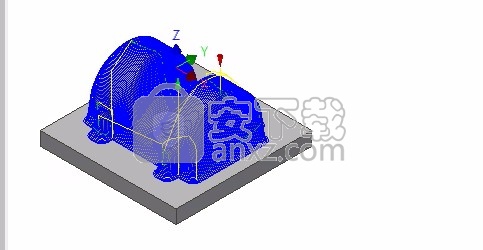
继续使用铅笔铣削加工鱼片...
使用铅笔铣削加工鱼片
6毫米球磨机用于精加工刀具路径,但基座和凸台之间的圆角半径为4毫米。平行铅笔通行证用于加工鱼片。
在功能区上,单击CAM选项卡3D铣削面板铅笔。
工具标签
在工具选项卡上,单击按钮。
从Tutorial4库中选择工具#21-Ø6mm球。
单击以关闭“工具库”对话框。
通过选项卡
单击通过选项卡。
设置厚度过大:至:1.2毫米
注意:Inventor CAM使用“过厚”参数来生成铅笔路径,对于指定的工具,铅笔路径将不存在。在此,3 mm的刀具半径小于4 mm的圆角半径。将“超厚”设置为1.2毫米时,Inventor CAM生成用于较大刀具半径的铅笔刀道,并使用它们将较小的刀具引导至圆角。
设置步进:至:0.3毫米
将步数设置为:5
启用要离开的库存复选框。
设置径向备用为:0.05毫米
设置轴向余量为:0.05毫米(该值应自动更新)
开始计算
单击“操作”对话框底部的,或在图形窗口中单击鼠标右键,然后从标记菜单中选择“确定”,以自动开始计算刀具路径。
现在将计算刀具路径,并且预览将显示在图形窗口中。
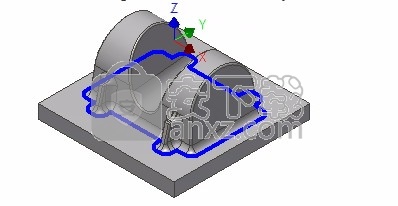
完成零件
对于最后的精加工操作,请在除基础表面之外的整个零件上使用另一个Pencil精加工刀具路径。复制上一个操作并编辑参数。
右键单击CAM浏览器中的Pencil1操作。 (不用担心您的“铅笔”节点是否显示除“ Pencil1”以外的数字。)
从弹出的上下文菜单中选择“复制”。直接在Pencil1下方添加一个名为Pencil1(2)的复制操作。
将复制的刀具路径重命名为Parallel Pencil。
右键单击“平行铅笔”,然后从上下文菜单中选择“编辑”以打开“操作”对话框并编辑参数。请注意,所有参数值都与先前创建的Pencil操作相同。
提示:在许多情况下,创建副本(使用“复制和粘贴”或“复制”选项)比创建新操作要快,因为相继的操作中经常使用相似的参数设置。
工具标签
所选工具仍应为#21-Ø6mm球。
几何标签
将刀具路径限制在基座上方的区域。
单击几何选项卡。
从“加工边界:”下拉菜单中,选择“选择”。
选择下边界上的一条边,如下所示:
设置附加偏移:至:1毫米
通过选项卡
单击通过选项卡。
禁用极限数限制复选框。
设置步进:至:0.7毫米
禁用要离开的库存复选框。
开始计算
单击“操作”对话框底部的,或在图形窗口中单击鼠标右键,然后从标记菜单中选择“确定”,以自动开始计算刀具路径。
现在将计算刀具路径,并且预览将显示在图形窗口中。
后处理零件
现在,您可以后处理所有刀具路径,以制作机床使用的NC代码。
右键单击CAM浏览器顶部的Setup1。
从弹出的上下文菜单中选择“后处理(全部)”以打开“后处理”对话框。
如您在以前的教程中所做的那样,选择所需的后处理器配置,程序名称/编号和位置。
完成选择后,单击按钮以生成CNC程序文件。 默认情况下,Inventor HSM Edit将打开,您可以在其中查看和模拟程序代码并将其传输到机器控件。
通过创建安装程序来开始本教程。设置定义了一组加工操作的许多常规属性-包括工作坐标系(WCS),坯料几何形状,夹具和加工表面。请记住,如果在添加第一个操作之前未手动创建设置,则会自动为您创建带有默认参数的设置。
单击“ CAM”选项卡的“作业”面板“设置”以显示“设置”对话框。
您也可以右键单击CAM浏览器顶部的Tutorial5.ipt操作,然后从弹出的上下文菜单中选择“新建设置...”。
出现“设置操作”对话框,其中“设置”选项卡处于活动状态
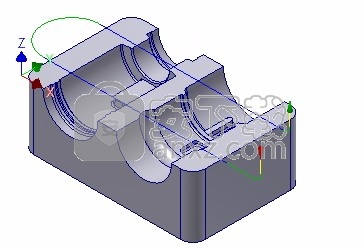
设置工作坐标系(WCS)原点
在图形窗口中,将在零件的边界框周围自动创建库存材料。模型的方向由零件顶部的WCS显示。 XYZ方向正确,但是需要重新定义WCS原点。
在“工作坐标系(WCS)”组中,从“原点:”下拉菜单中选择“存货”框点。
单击“库存点”按钮,然后在库存顶部的左下角选择一个点(由一个点表示)。
WCS位于库存顶部左下角的库存点上
定义模型曲面
尽管并不是必须要定义加工表面,但这里我们只是作为更复杂设置的练习。
在“模型”组中,单击“模型”按钮。
单击库存中的模型,以选择零件作为加工表面。
在边界框中选择模型
定义库存
由于Inventor CAM可以将“相对尺寸”框模式的默认设置用作模型的边界框,因此在这样的简单示例中定义库存并不是必须的。定义库存以匹配机器上实际使用的库存确实可以使库存模拟更加准确。
重要说明:在加工具有多个零件和/或固定装置的装配体时,此练习非常有用。
单击股票选项卡。
在模式:下拉菜单中,选择相对尺寸框。
从“股票偏移量”模式:下拉菜单中,选择“向侧面和底部添加股票”。
将侧面偏移量更改为:0毫米
将顶部偏移量更改为:1毫米
更改底部偏移:至:1毫米
最后,在“设置”对话框的底部单击,或在图形窗口中单击鼠标右键,然后从标记菜单中选择“确定”,以退出设置过程。
加工始于对面操作,以清理坯料的顶面并确保其完全平坦。
在功能区上,单击CAM选项卡2D铣削面板面。
工具标签
在工具选项卡上,单击。
从样本库>教程工具库中,选择工具#1-Ø50mm面。
单击以关闭“工具库”对话框。
几何标签
单击几何选项卡。
脸部策略会自动检测设置中定义的库存大小。库存轮廓在零件上显示为橙色轮廓。
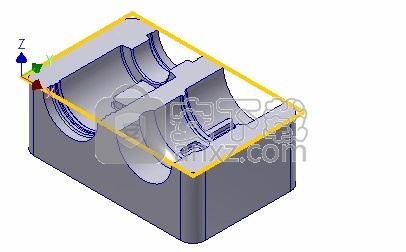
自动检测库存量
通过选项卡
“通过”选项卡上的参数控制着实际面对刀具路径的布局方式。选择50毫米刀具时,“步距”和“通过”扩展参数会自动更新以反映新的刀具直径。
将参数保留为默认值,但“ Pass”扩展名值可以增加。该参数指定了将道次延伸到加工边界之外的距离。
单击通过选项卡。
将通过扩展名更改为:5毫米
开始计算
单击“操作”对话框底部的,或在图形窗口中单击鼠标右键,然后从标记菜单中选择“确定”,以自动开始计算刀具路径。
现在将计算刀具路径,并且预览将显示在图形窗口中。
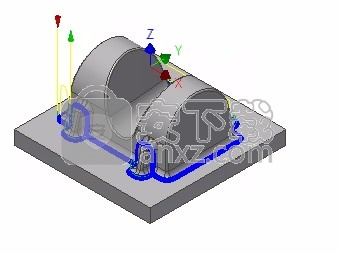
执行外部轮廓(2D)
接下来,沿着零件的外边缘运行轮廓加工刀具路径,以创建圆角并正确修整墙。
在功能区上,单击CAM选项卡2D铣削面板2D轮廓。
工具标签
在工具选项卡上,单击按钮以打开工具库对话框。
从样本库>教程工具库中,选择工具#2-Ø16mm平面。
单击以关闭“工具库”对话框。
几何标签
要围绕零件的外部轮廓进行加工,请从模型中选择一条边链。
单击几何选项卡。 “轮廓选择”按钮应该处于活动状态。
选择模型的底部前边缘。注意,Inventor CAM自动在零件周围创建链。
如果方向箭头未如图所示,请单击箭头以反转刀具路径方向。
高度标签
由于设置的原件设置为具有1 mm的Z偏移,因此轮廓加工路径必须低于所选几何图形的高度。
单击高度选项卡。显示高度的预览。
从“底部高度”下拉菜单中,选择“选定轮廓”。
将底部偏移更改为:-2 mm
请注意,预览平面在图形窗口中移动。
提示:请注意,也可以使用迷你工具栏调整各种高度。只需单击要更改的高度平面,然后将箭头操纵器动态拖动到所需的值。您也可以直接在迷你工具栏文本字段中输入值。
通过选项卡
要以10毫米为步长加工轮廓,请设置以下参数:
单击通过选项卡。
启用粗加工通过复选框。
启用多个深度复选框。
将最大粗加工降级更改为:10毫米
启用“仅在最终深度完成”复选框。
开始计算
单击“操作”对话框底部的,或在图形窗口中单击鼠标右键,然后从标记菜单中选择“确定”,以自动开始计算刀具路径。
现在将计算刀具路径,并且预览将显示在图形窗口中。
粗略地使用自适应清除(教程5)
使用自适应清除策略可以粗略处理大量物料。自适应清除是一种现代的HSM(高速加工)策略,旨在在能够高速运行复杂NC文件的现代机器上进行粗加工。
自适应清除中的定义参数是“最佳负载”和“降压”设置。传统的粗加工策略要求您为最坏的情况设置负载(或步进)和步进。自适应清除允许您使用工具供应商提供的建议最大值。这是有可能的,因为保证不会超过指定的最大负载。
注意:最大负载为最佳负载+负载偏差。
在功能区上,单击CAM选项卡3D铣削面板自适应清除。
工具标签
单击以打开工具库。
从样本库>教程工具库中,选择#11-Ø10R1 mm圆头。
单击以关闭“工具库”对话框。
几何标签
默认情况下,“自适应清算”策略会从准备库存中进行剩余加工。一些库存已从以前的操作中删除;因此,为避免采用自适应清除策略去除相同的物料,我们需要指定余料加工应考虑先前的操作。
单击几何选项卡。
在“剩余物料来源:”下拉菜单中,选择“来自先前的操作”。
保持此选项卡上的其他设置不变。
通过选项卡
该组中的参数控制自适应清除过程。在本练习中,默认参数可以正常工作。但是,通常,您将需要在工具目录中查找降压和加载参数的值。
库存剩余参数控制在径向(XY平面)和轴向(沿Z轴)方向上要保留的材料量。 0.5 mm的默认值适用于此示例,因此请保持不变。
开始计算
单击,或在图形窗口中单击鼠标右键,然后从标记菜单中选择“确定”,以退出“自适应清除”并创建刀具路径。
使用自适应清除来休息机器
再次使用“自适应清算”策略,用较小的工具去除剩余的物料,以在16毫米工具无法容纳的位置对剩余的物料进行粗加工。首先制作先前创建的操作的副本。
在CAM浏览器中,右键单击Adaptive1节点。 (不必担心您的Adaptive节点是否显示的数字不是Adaptive1。)
从弹出的上下文菜单中选择“复制”。这将在原始操作下方创建该操作的副本。
左键单击新操作Adaptive1(2)。或者,您可以使用功能键F2重命名。
将名称更改为Adaptive2-Rest,然后按Enter。
右键单击新操作,然后从上下文菜单中选择“编辑”。
新操作的对话框打开。请注意,所有参数值都与先前创建的Adaptive操作相同。
提示:在许多情况下,创建副本(使用“复制和粘贴”或“复制”选项)比创建新操作要快,因为相继的操作中经常使用相似的参数设置。
工具标签
在工具选项卡上,单击按钮以打开工具库。
从示例库>教程库中,选择工具#14-Ø5R0.5 mm圆头。
单击以关闭“工具库”对话框。
通过选项卡
单击通过选项卡。
设置最佳负载:至:1毫米
将最大粗加工降压深度设置为:5毫米
将精细降压设置为:1毫米
设置径向存量离开:至:0.3mm
设置轴向余量为:0.3mm(此值应自动更新)
开始计算
单击“操作”对话框底部的,或在图形窗口中单击鼠标右键,然后从标记菜单中选择“确定”,以自动开始计算刀具路径。
计算刀具路径并显示在图形窗口中。
人气软件
-

理正勘察CAD 8.5pb2 153.65 MB
/简体中文 -

浩辰CAD 2020(GstarCAD2020) 32/64位 227.88 MB
/简体中文 -

CAXA CAD 2020 885.0 MB
/简体中文 -

天正建筑完整图库 103 MB
/简体中文 -

Bentley Acute3D Viewer 32.0 MB
/英文 -

草图大师2020中文 215.88 MB
/简体中文 -

vray for 3dmax 2018(vray渲染器 3.6) 318.19 MB
/简体中文 -
cnckad 32位/64位 2181 MB
/简体中文 -

Mastercam X9中文 1485 MB
/简体中文 -

BodyPaint 3D R18中文 6861 MB
/简体中文
 lumion11.0中文(建筑渲染软件) 11.0
lumion11.0中文(建筑渲染软件) 11.0  广联达CAD快速看图 6.0.0.93
广联达CAD快速看图 6.0.0.93  Blockbench(3D模型设计) v4.7.4
Blockbench(3D模型设计) v4.7.4  DATAKIT crossmanager 2018.2中文 32位/64位 附破解教程
DATAKIT crossmanager 2018.2中文 32位/64位 附破解教程  DesignCAD 3D Max(3D建模和2D制图软件) v24.0 免费版
DesignCAD 3D Max(3D建模和2D制图软件) v24.0 免费版  simlab composer 7 v7.1.0 附安装程序
simlab composer 7 v7.1.0 附安装程序  houdini13 v13.0.198.21 64 位最新版
houdini13 v13.0.198.21 64 位最新版