CNCKAD10 64位
附带安装教程- 软件大小:538.2 MB
- 更新日期:2019-08-21 10:29
- 软件语言:简体中文
- 软件类别:3D/CAD软件
- 软件授权:免费版
- 软件官网:待审核
- 适用平台:WinXP, Win7, Win8, Win10, WinAll
- 软件厂商:

软件介绍 人气软件 下载地址
cnckad10是以色列Metalix公司历经30多年开发及不断改进的适用于全球范围内数控冲床、激光、等离子、火焰、水切割及管件切割的自动编程软件;新版本对多个功能模块进行了增强,优化后的切割路径可以进一步提高切割精准度以及提高工作效率,大幅度提高了材料的利用率,这样有助于节约开发成本以及减少材料的浪费;新版本程序支持自动分开处理产品的内外轮廓,在生产产品时,可能需要对内外轮廓进行不同的工艺处理,比如引入线的方式,如果手动一个一个轮廓去添加的话会很费时间想,现在就可以使用该工具进行自动分开处理内外轮廓;更新后的程序具有操作简单、方便、易学等特色;强大又实用,需要的用户可以下载体验
软件功能
简单的一键自动添加切割,完成所有切割路径的规划
可方便地自动实现喷膜、打标、预穿孔及各种切割工艺
方便地添加字母、中文字、windows字体进行雕刻、打标及自动切割
极其方便地自由调整引线位置、引线长度、引线角度等,可预先设置也可随时修改
多种计算选项可规划不同路径方式:切割顺序、最短路径计算、切割避让选项、飞行切割等高级优化选项
智能化的共边计算、微连接、桥接、无引线切割、不封闭轮廓切割等
自动优化的锐角切割工艺:环绕、尖角慢速、圆角及尖角冷却
软件自动按周长或面积识别轮廓大小应用不同切割条件,无需人工分层识别
Z轴高度控制选项
支持自动上下料库、吸盘分选装置等自动化选项
软件特色
全新的订单处理模式:支持EXCEL表格批量导入加工清单,自动获取零件存放路径、材质、数量、尺寸等信息
多种排料方案可选:矩形、实际形状、快速排料、精密排料等根据客户关注点自由选择
完善全面的排版参数控制:零件周边间隙控制、旋转角度控制、避开孔控制、智能共边控制等
自动更新提示:零件的任意变更在打开排版图时会立即提示零件变更并选择更新
自动板料管理系统,可创建或EXCEL导入材料库;自动生成余料并发送到材料库,也可输出材料数据供第三方ERP软件使用
可按客户要求打印数据报告文件,包括排版图、零件图及数量、材料利用率、条形码等格式
设置了简单易用的手调按钮,方便客户在自动排版后根据实际情况做任意微调
安装步骤
1、需要的用户可以点击本网站提供的下载路径下载得到对应的程序安装包
2、通过解压功能将压缩包打开,找到主程序,双击主程序即可进行安装,点击确认按钮
3、需要完全同意上述协议的所有条款,才能继续安装应用程序,如果没有异议,请点击“同意”按钮
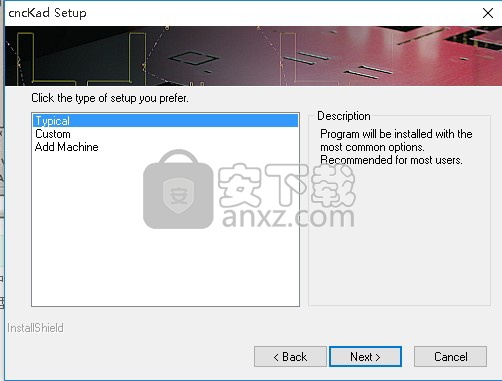
4、弹出以下界面,直接使用鼠标点击下一步按钮即可,此界面为程序信息界面,可以根据自己需要选择
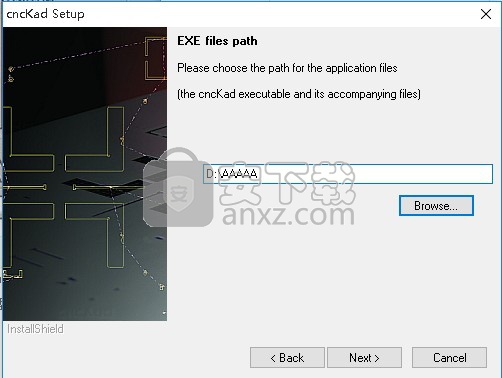
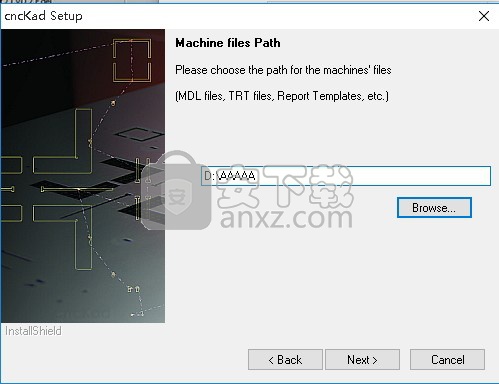
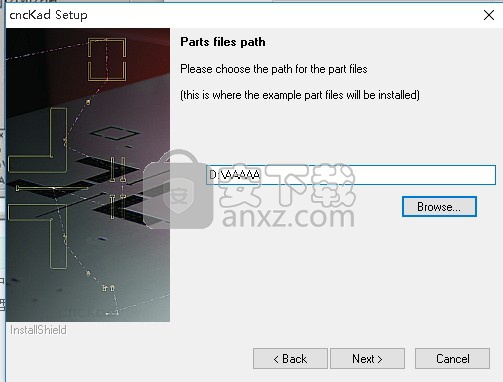
5、用户可以根据自己的需要点击浏览按钮将应用程序的安装路径进行更改(以下是三个选择路径)
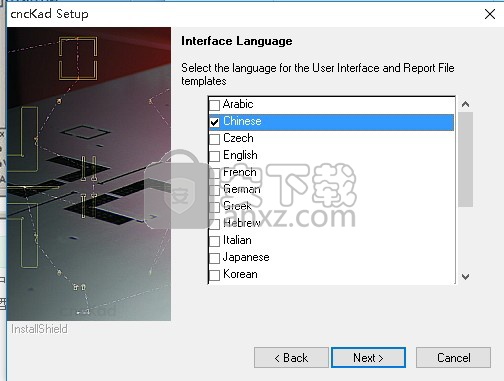
6、安装语言选择可以根据自己的需要进行选择
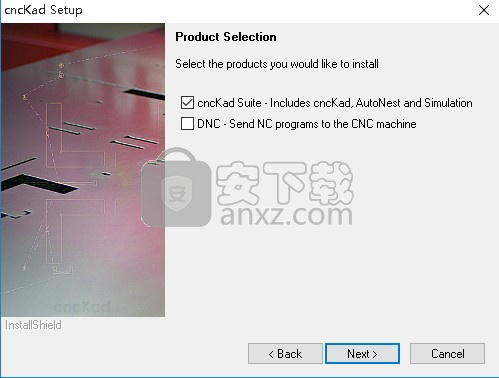
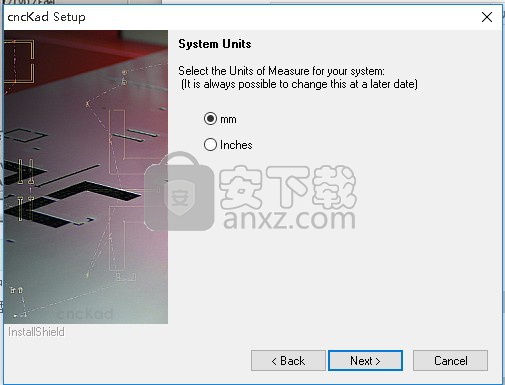
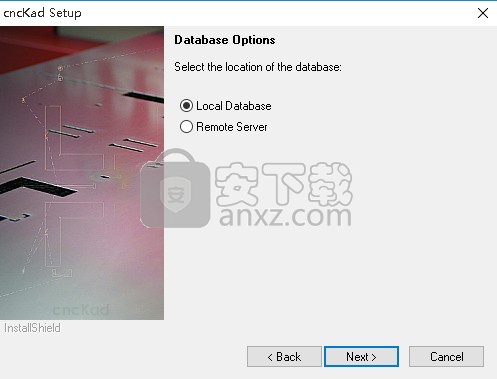
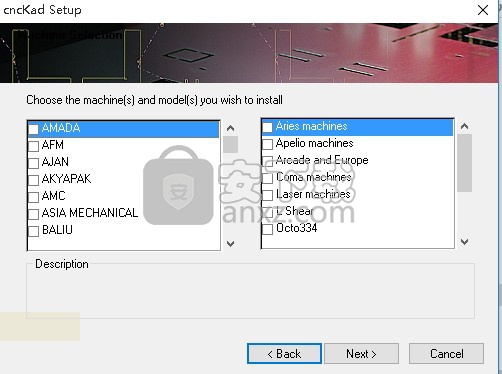
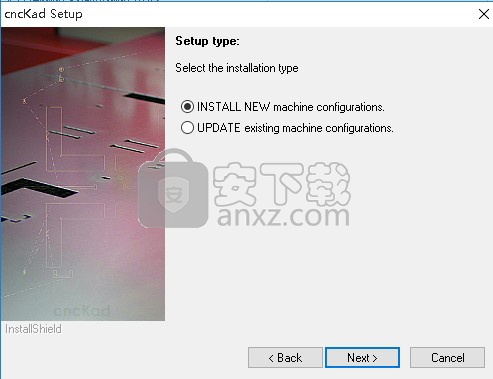
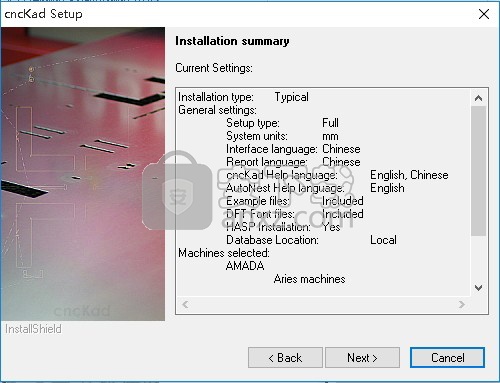
7、接下来的界面信息都需要用户自己设定,根据需要配置,因为每个同用户的要求不一样
8、等待应用程序安装进度条加载完成即可,需要等待一小会儿
9、根据提示点击安装,弹出程序安装完成界面,点击完成按钮即可
方法
1、安装完成后,找到软件包中的MACHINES.inf文件双击打开,将MACHINES=AMADA中的AMADA改为ALL(这样安装后就有所有机器的型号),再将GUILANG=English将English改为Chinese中文保存退出。

2、找到软件包中的10.reg文件,双击导入注册表;
3、安装虚拟加密狗,点击文件“install.bat”;
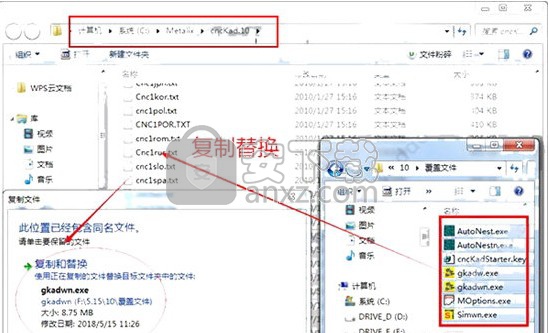
4、最后将“覆盖文件”文件夹下的所有文件中到所有文件都复制到软件安装目录中,点击替换目标中的文件;
使用说明
如何自动分开处理内外轮廓工艺
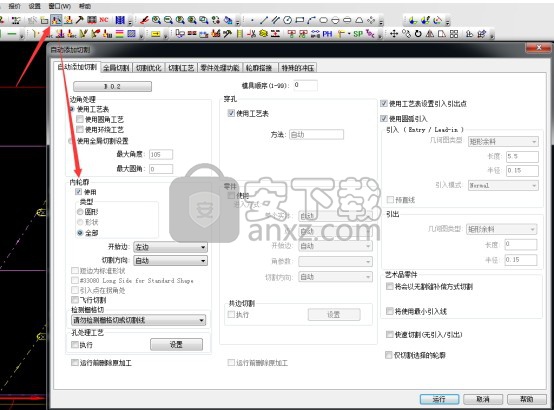
1、只加工内轮廓,在自动添加切割的对话框中勾选内轮廓使用,取消勾选零件使用。然后我们修改切割的设置比如引入线的方式。设置好以后点击运行这样我只是把内轮廓添加完成切割。
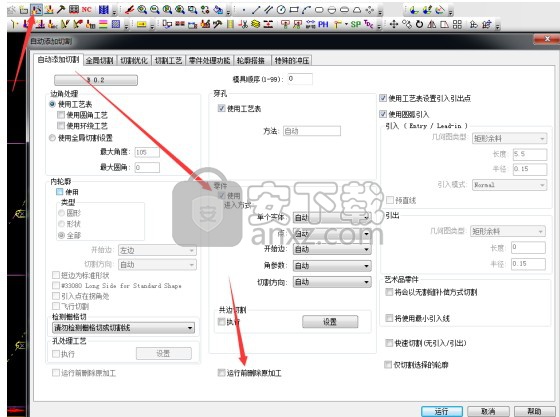
2、只加工外轮廓,在自动添加切割的对话框中取消勾选内轮廓使用,勾选零件使用。然后我们修改切割的设置比如引入线的方式。设置好以后点击运行这样我只是把外轮廓添加完成切割。像这样简单的两步我们就可以了分开处理内外轮廓的工艺了。
任何一种热切开的技术,除少数状况能够从板边际开端外,通常都必须在板上穿一个小孔。之前在激光冲压复合机上是用冲头先冲出一个孔,然后再用激光从小孔处开端进行切开。

于是,关于没有冲压设备的光纤激光切割机有两种穿孔的方式:
【脉冲穿孔】——选用高功率的脉冲激光使少数材料熔化或汽化,常用空气或氮气作为辅佐的气体,以削减因放热氧化使孔拓展,气体压力较切开时的氧气压力小。每个脉冲
激光只发生小的微粒喷发,逐渐深化,因而厚板穿孔时刻需求几秒钟。一旦穿孔完结,立行将辅佐气体换成氧气进行切开。这样穿孔直径较小,其穿孔质量优于爆炸穿孔。为此,所运用的激光器不但要具有较高的输出功率,更重要的是光束的时刻和空间特性;此外还须要有较牢靠的气路操控系统,以完成气体品种、气体压力的切换及穿孔时刻的操控。
【爆炸穿孔】——材料经接连激光的照耀后在中间构成一个凹坑,然后由与激光束同轴的氧流很快将熔融资料去掉构成一个孔。通常孔的巨细与板厚有关,爆炸穿孔均匀直径为板厚的一半,因而对较厚的板爆炸穿孔孔径较大,且不圆,不宜在加工精度需求较高的零件上运用,只能用于废料上。此外由于穿孔所用的氧气压力与切开时一样,飞溅较大。
2.激光加工不锈钢和敷铝锌板时,工件有毛刺发生
出现这种情况,首先要思考切开不锈钢时呈现毛刺的要素,不能简略地加速切开速度,因为添加的速度有时会出现板材切不开的状况,特别是在加工镀铝锌钢板时这种现象尤为突出。这时,应思考光纤激光切割机的其他要素加以解决,如喷嘴是不是要替换,导轨运动不稳定等。

3.切开加工时小孔变形状况的剖析
这是由于机床在加工时没有采纳爆炸穿孔的方法,而是用脉冲穿孔的方法,使得激光能量在一个很小的区域过于集中,将非加工区域也烧焦,导致了孔的变形,影响了加工质量。这时,应在加工过程中将脉冲穿孔方法改为爆炸穿孔方法。而对于较小功率的光纤激光切割机则恰好相反,在小孔加工时应采纳脉冲穿孔的方法才能获得较好的表面光洁度。
4.加工低碳钢呈现非正常火花的解决办法
这种状况会影响零件的切开和断面光洁度的加工质量。此刻在其他参数都正常的情况下,应思考以下问题:
1、激光头喷嘴的损耗?应及时替换喷嘴。在无新喷嘴替换的状况下,应加大切开作业气体压力;
2、喷嘴与激光头衔接处螺纹松动?此刻应立即暂停切开,查看激光头衔接状况,从头上好螺纹。
5.激光切开低碳钢时,工件呈现毛刺的原因
依据光纤激光切割机的作业和规划原理,剖析得出以下几点原因:

(1)激光焦点的上下方位不正确,需做焦点方位测验,依据焦点的偏移量进行调整;
(2)激光的输出功率不行,需查看激光发生器的作业是不是正常,若是正常,则调查激光操控按钮的输出数值是不是正确,再加以调整;
(3)切开的线速度太慢,需在操控时加大线速度;
(4)切开气体的纯度不行,需供给高质量的切开作业气体;
(5)激光焦点偏移,需做焦点方位测验,依据焦点的偏移量进行调整;
(6)机床运转时刻过长呈现的不稳定性,此刻需关机重新启动。
6.激光未彻底切开透的状况
剖析后能够发现下面的几种状况是发生加工不稳定的首要状况:激光头喷嘴的挑选与加工板厚不匹配;激光切开线速度过快,需在操控时减小线速度;喷嘴感应禁绝导至激光焦点方位差错过大,需从头检测喷嘴感应数据,特别是在切开铝材时最简单的呈现。
人气软件
-

理正勘察CAD 8.5pb2 153.65 MB
/简体中文 -

浩辰CAD 2020(GstarCAD2020) 32/64位 227.88 MB
/简体中文 -

CAXA CAD 2020 885.0 MB
/简体中文 -

天正建筑完整图库 103 MB
/简体中文 -

Bentley Acute3D Viewer 32.0 MB
/英文 -

草图大师2020中文 215.88 MB
/简体中文 -

vray for 3dmax 2018(vray渲染器 3.6) 318.19 MB
/简体中文 -
cnckad 32位/64位 2181 MB
/简体中文 -

Mastercam X9中文 1485 MB
/简体中文 -

BodyPaint 3D R18中文 6861 MB
/简体中文
 lumion11.0中文(建筑渲染软件) 11.0
lumion11.0中文(建筑渲染软件) 11.0  广联达CAD快速看图 6.0.0.93
广联达CAD快速看图 6.0.0.93  Blockbench(3D模型设计) v4.7.4
Blockbench(3D模型设计) v4.7.4  DATAKIT crossmanager 2018.2中文 32位/64位 附破解教程
DATAKIT crossmanager 2018.2中文 32位/64位 附破解教程  DesignCAD 3D Max(3D建模和2D制图软件) v24.0 免费版
DesignCAD 3D Max(3D建模和2D制图软件) v24.0 免费版  simlab composer 7 v7.1.0 附安装程序
simlab composer 7 v7.1.0 附安装程序  houdini13 v13.0.198.21 64 位最新版
houdini13 v13.0.198.21 64 位最新版