诺诚NC转换器(eng文件转换为NC文件)
v6.1- 软件大小:16.0 MB
- 更新日期:2020-08-24 10:06
- 软件语言:简体中文
- 软件类别:文件转换
- 软件授权:免费版
- 软件官网:待审核
- 适用平台:WinXP, Win7, Win8, Win10, WinAll
- 软件厂商:

软件介绍 人气软件 下载地址
诺诚NC转换器提供eng转换NC功能,如果您已经编辑eng文件就可以将文件添加到这款软件执行转换,软件界面显示很多设置内容,显示文件精度,可以选择标准精度转换,可以选择高精度转换,也提供机械参数设置功能,在软件界面设置输出eng文件中的速度指令,也提供圆弧离散设置,支持设置XY面圆弧离散、ZX面圆弧离散、YZ面圆弧离散,选择对应的参数就可以执行转换,方便用户将eng格式的文件转换为可以添加到机床编程软件使用的NC文件,从而快速设置机械加工方案,诺诚NC转换器操作过程简单,安装包附加教程文件,可以自行查看转换步骤!
软件功能
1、诺诚NC转换器可以快速将eng转换NC编程文件
2、如果你需要使用NC编程文件就可以选择这款软件执行转换
3、软件转换过程简单,设置相关的转换参数就可以输出NC文件
4、提供高精度转换为NC,保证将eng的数据按照指定的格式转换
5、支持高级参数设置,紧凑格式、输出行号、第四轴加工、输出刀具号
6、转换方法:批量转换、按刀具拆分、拆分文件输出刀具信息、滤除多余抬刀
软件特色
紧凑格式:生成nc文件时,软件会自动删除nc文件中的冗余信息
文件头
可在其中输入设定您使用的机床要求的nc文件头出现的字符。
文件尾
可在其中输入设定您使用的机床要求的nc文件尾出现的字符。
按刀具拆分
执行转换时,软件会自动拆分包含多把刀具的nc文件,每把刀具对应一个文件。比如文件a.eng中包含多把刀的加工路径,选择了按刀具拆分后,执行转换时自动生成a_1.nc,a_2.nc,a_3.nc等文件,每个文件对应一把刀具。nc文件中包含刀具号才能使用按刀具拆分功能,因此,设定了输出刀具号才能使用按刀具拆分功能。
安装方法
1、打开诺诚NC转换器6.1.msi就可以直接显示软件安装界面
2、提示软件的协议内容,点击接受
3、设置软件的安装地址C:\Program Files (x86)\ncchange6.1\
4、软件的安装准备界面,点击安装
5、提示安装结束,点击完成,在电脑桌面启动诺诚NC转换器6.1
官方教程
1. 和其它windows应用程序类似,软件安装后,在电脑桌面上和开始菜单的程序组里都会有诺诚NC转换器的快捷方式。双击桌面上的快捷方式,或者选择开始菜单中的“所有程序”—— “诺诚NC转换器6.1”,都可以打开程序。
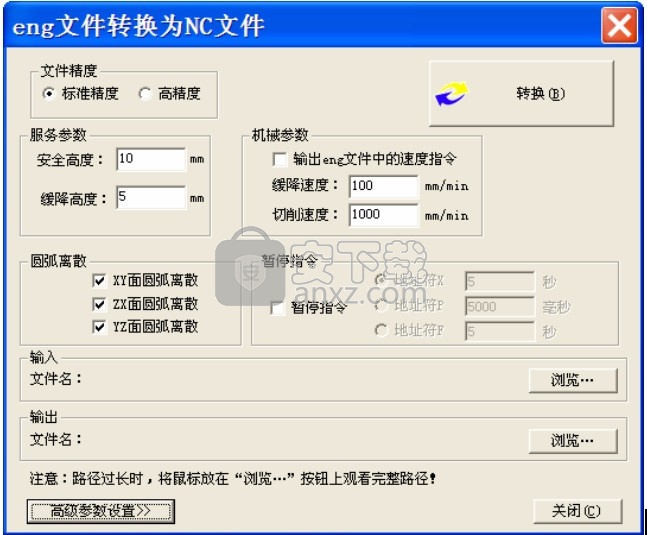
2. 软件启动画面消失后,会自动出现下面的“eng文件转换为NC文件”对话框。
对话框中的参数含义说明如下。
前面已详细说明缓降速度、切削速度、安全高度和缓降高度的含义,不再重述。
文件精度:选中标准精度,生成的nc文件中的坐标值精确到小数点后3位小数;选中高精度,生成的nc文件中的坐标值精确到小数点后4位小数。
输出eng文件中的速度指令:如果不选中复选框,生成的nc文件中的切削速度是这里的设定值;如果选中了复选框,生成的nc文件继承了eng文件中的速度值。
注:1.只能转换出En3d5.x、eng5.01格式的eng文件中的速度值。
2.无论是否输出eng文件中的速度指令,转换出的nc文件都包含这里设定的缓降速度。
圆弧离散:有些数控系统不能识别G代码文件中的圆弧运动指令G02和G03;也有些数控系统虽然能识别圆弧指令,但不能识别大于四分之一圆弧的圆弧指令;还有些数控系统只能识别XY平面上的圆弧运动指令。同时,各种数控系统对圆弧指令的具体格式也有要求。如果您使用的数控系统不能很好的识别本软件系统生成的圆弧指令,就需要对圆弧进行离散,把圆弧离散为短直线输出。选中“XY面圆弧离散”,把XY平面上的圆弧离散为短直线输出;选中“ZX面圆弧离散”,把ZX平面上的圆弧离散为短直线输出;选中“YZ面圆弧离散”,把YZ平面上的圆弧离散为短直线输出。圆弧指令具有加工质量好、加工效率高、机床运动平稳、文件小有利于传输和加工等优势。因此我们建议,除非不用不行,不要选择圆弧离散。
暂停指令:如果nc文件中没有暂停指令,刀具以缓降速度下刀进入材料之后,会马上变换为以切削速度运动,来切削工件。您可能出于工艺上的需要,想让刀具在以缓降速度下刀进入材料之后,以切削速度加工工件之前作短暂的停顿。暂停指令就是专门为满足您上述需要而设置的。选择暂停指令后,生成的nc文件中会包含下刀后延迟的指令。使用包含暂停指令的nc文件驱动机床加工工件时,刀具在以缓降速度下刀进入材料之后,会作短暂的停顿,然后以切削速度运动,加工工件。暂停指令为G04,其格式如下:
G04 X_____
或
G04 P_____
或
G04 F_____
上面X、P、F均为地址符,其后为暂停时间。其中地址符X、P适用于和fanuc系统兼容的数控系统以及fanuc系统;地址符F适用于和西门子系统兼容的数控系统以及西门子系统。地址符X、F后的时间单位是秒;地址符P后的时间单位为毫秒。秒和毫秒之间的换算关系为:1秒=1000毫秒。您要根据您的数控系统对G代码指令的要求选择合适的地址符。选择地址符P时,后面设定的时间必须为整数。下面举例说明暂停指令的用法。比如,如下图所示,您设定了暂停指令有效,并选择了地址符X。
生成的G代码文件中会包含下面的指令
G04X5
表示暂停5秒钟。
如果如下图所示,您设定了暂停指令有效,并选择了地址符P。
生成的G代码中会包含下面的指令
G04P5000
表示暂停5000毫秒。
3. 在上面对话框中设定好各项参数后点击“输入”栏中的浏览按钮。
4. 执行完第四步出现下面选择文件对话框,在其中选择打开要转换的eng文件。
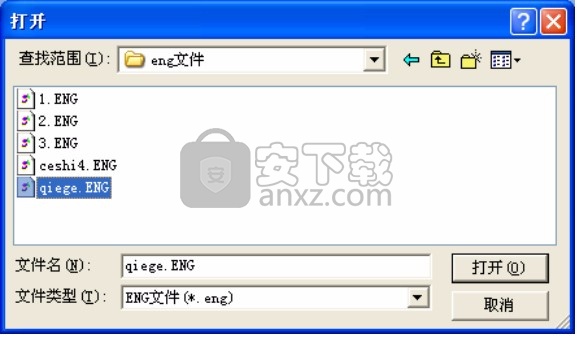
5. 点击转换文件对话框 “输出”栏中的浏览按钮,打开下图所示的浏览文件夹对话框,可在其中选择输出nc文件的存储位置。
注:如果不执行这步操作,nc文件默认存储在eng文件所在的文件夹中。

6. 点击上面对话框中的确定按钮,关闭对话框。点击eng文件转换为NC文件对话框中的按钮转换,开始转换文件。
7. 转换完后出现下面的对话框,提示转换完成。

8. 点击第八步对话框中的关闭按钮“×”,关闭对话框,完成文件转换。在转换文件对话框中的“输出”栏中显示的位置保存生成的nc文件。
9. 如果要继续进行文件转换,继续从上面的第四步开始执行即可。如果不再转换文件,点击文件转换对话框中的关闭按钮,然后点击程序窗口右上角的×按钮,关闭程序。
更新日志
6.1版 (2013-4-2)
1. 修正了转换某些包含多把刀具文件时,刀具信息错乱的问题。
2. 修正了转换JDPaint5.5格式文件时,圆弧离散功能存在的问题。
3. 增加功能,批量转换JDPaint5.5格式文件;对JDPaint5.5格式文件按刀具拆分。
4. 完善了文件编辑功能。
6.0版 (2012-7-8)
1.以前版本转换出的G代码文件在有些编辑软件中打开后,不能分行显示。6.0版解决了这个问题,方便用户查找,修改数据。
2. 以前版本转换JDPaint5.5格式文件时,不能输出行号。6.0版做了改进,可以按照用户需要,输出行号。
人气软件
-

PDFdo PDF Converter(PDFdo PDF转换器) 46.5 MB
/简体中文 -

vCard(vcf)文件生成器 4.24 MB
/简体中文 -

lid converter pdf(PDF转换器) 115.0 MB
/简体中文 -

Any PDF to DWG Converter(pdf转dwg格式转换器) 3.99 MB
/简体中文 -
PDF Image Extraction Wizard(pdf提取图片工具) 5.0 MB
/简体中文 -

Spin 3D Mesh Converter(3d模型格式转换器) 0.32 MB
/简体中文 -

天若OCR文字识别工具 13.5 MB
/简体中文 -

金山PDF转WORD转换器(WPS PDF to Word) 41.3 MB
/简体中文 -
FoxPDF Word to PDF Converter(Word转PDF工具) 13.9 MB
/简体中文 -

Audio Reader XL(文字转语音软件) 73.7 MB
/简体中文
 我速PDF转换器 2.3.1.0
我速PDF转换器 2.3.1.0  金舟PDF转换器 6.7.7.0
金舟PDF转换器 6.7.7.0  极速玩转 v1.0.2.37
极速玩转 v1.0.2.37  嗨格式PDF转换器 v3.6.200.529
嗨格式PDF转换器 v3.6.200.529  PDFChef2021(PDF编辑器) v21.0.0 中文
PDFChef2021(PDF编辑器) v21.0.0 中文  Batch HXS to DOC Converter(HXS转Word转换器) v2020.12.502.2474 破解
Batch HXS to DOC Converter(HXS转Word转换器) v2020.12.502.2474 破解  无敌PDF转JPG工具 v2.2
无敌PDF转JPG工具 v2.2