
Concepts NREC MAX-PAC
v8.8.6.0 x64- 软件大小:143 MB
- 更新日期:2021-02-03 13:15
- 软件语言:英文
- 软件类别:机械电子
- 软件授权:修改版
- 软件官网:待审核
- 适用平台:WinXP, Win7, Win8, Win10, WinAll
- 软件厂商:

软件介绍 人气软件 下载地址
MAX-PAC
8.8是一款涡轮叶片机械零件设计软件,可以通过这款软件设计涡轮叶片,当您从Windows的“开始”菜单运行MAX-PAC时,它将自动打开空白的“无标题”窗口,您可以开始为新的情况指定常规参数,添加操作等,支持指定工作目录设置,可以添加指定工作目录的位置,以便MAX-PAC程序知道在哪里保存输出文件以及在哪里访问输入文件,输入文件使您可以将大量信息传递给MAX-PAC程序,您可以使用流体动力学CAE软件或者是CAD、CAM软件传递涡轮叶片机械零件信息给MAX-PAC加工,以便生成加工指令,这里小编推荐的是MAX-PAC
8.8,如果你需要就下载吧!
软件功能
MAX-PAC™是Concepts NRECMicrosoft®Windows®计算机辅助制造(CAM)涡轮机械软件程序。
MAX-PAC专为涡轮叶片机械零件而设计,其模块可支持各种几何形状配置。
MAX-5使用侧面铣削方法支持带有直纹表面叶片和可选非直纹边缘的开放式转子。
MAX-AB采用点铣削方法,可支撑具有非规则叶片表面的开放式转子。
MAX-SI支持带叶片的集成转子罩,轮毂和带罩的转子,这些转子都可以从一件库存中铣削而成。
MAX-SB支持单独研磨的单刀片,以后可以连接到中央轮毂
MAX-PAC具有以下先进技术:
自动构造涡轮机械特征,例如边缘和圆角。
用于转换常见数据格式的几何预处理器PREMAX。
大大减少了编程和加工时间。
刀具尺寸预测。
专利(美国专利5,107,436)可检测并避免刀具与刀片表面之间发生碰撞,以生成平滑的加工数据。
5轴NC指令,带有可选的4.5、4和3轴输出。
与机器无关的APT工具路径输出。
用于5轴机床的可选定制NC后处理器。
软件特色
CAD数据管理
MAX-PAC使用图层来管理所有CAD几何图形组件。该层是一个容器,您可以在其中包含任意数量的组件或形状。您也可以将组件分组到同一层。但是,不建议将所有组件都包含在单个层中。要记住该图层中包含哪些组件,建议更改图层名称。
打开CAD几何
支持打开IGES(* .igs)或STEP(* .stp)格式的现有MAX-PAC文件,较旧的SRI文件或CAD文件。
导入CAD几何
您可以将CAD模型导入MAX-PAC,然后定义几何。
使用此过程导入CAD文件(IGES或STEP格式),然后通过从曲面收集等值线来定义整个模型,包括叶片,边缘,边界,圆角和分离器。
显示CAD数据
使用以下过程可以隐藏或显示CAD模型的零件。
指定图层
在使用MAX-PAC程序时,可以存储多层,这些层经过单独配置以显示可用视图的任意组合。图层是预留来收集模型片段的命名区域或工作区。图层可帮助您组织工作并在进行更改时比较更改。
导出CAD几何
使用此过程将CAD几何图形或活动层导出到IGES或STEP文件。
指定选择级别
更改模型时,必须指定要更改模型的级别,以便您可以执行适用于该特定级别的任务。
创建面等值线
您可以在模型的面上绘制等值线以查看模型的空间变化。这些等值线可以在u和v方向上绘制。您还可以在多个表面上创建连续的等值线。
修剪和延伸曲线
使用以下过程修剪或扩展模型中的曲线(或边)。
合并边缘
您可以选择形成连续曲线的多个边,以便可以将它们合并为一条平滑曲线。使用合并选项,您可以设置用于填充间隙和合并时固定重叠的参数。
改变边缘方向
对于某些几何操作,曲线的参数化意义很重要,例如放样曲线之间的曲面。
安装方法
1、打开MAX-PAC_CADTranslator(x64)_8_8_6_0.exe软件直接安装
2、软件的安装地址C:\Program Files\Concepts\MAX-PAC_8_8
3、设置软件的快捷方式名字Concepts\MAX-PAC(x64)8.8
4、选择安装程序在安装MAX-PAC_CADTranslator(x64)8.8时要执行的其他任务,然后单击“下一步”。
5、软件设置的内容在这里显示,点击next
6、提示软件的安装进度条,等待主程序安装结束吧
7、显示Concepts NREC MAX-PAC已经安装完毕,点击完成
方法
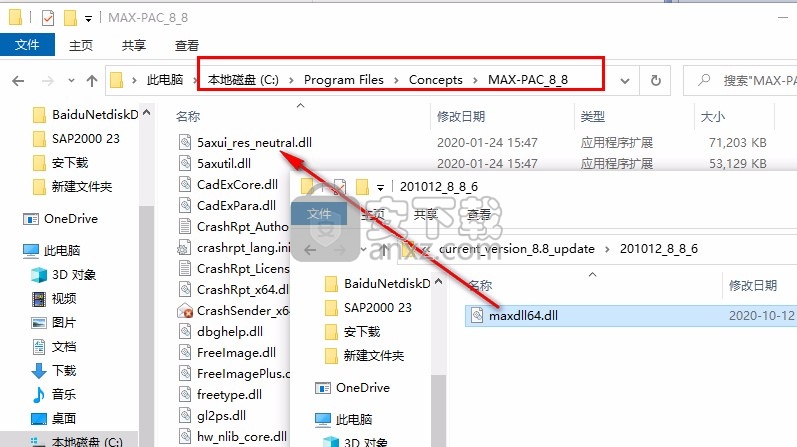
1、打开current_version_8.8_update,将maxdll64.dll复制到安装地址替换同名文件,地址是:C:\Program Files\Concepts\MAX-PAC_8_8
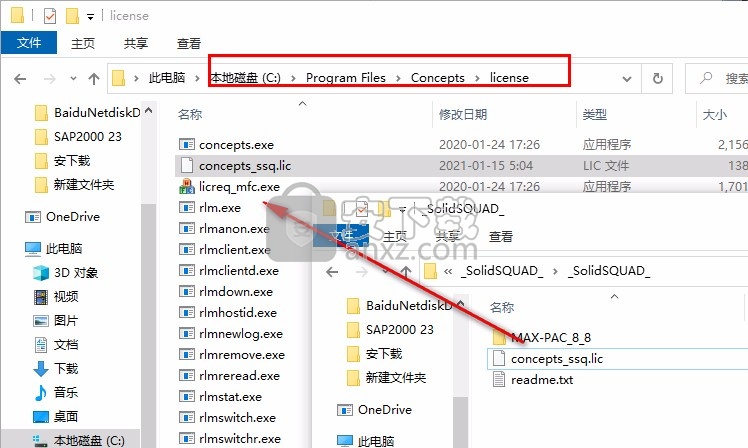
2、打开SolidSQUAD,将里面的concepts_ssq.lic复制到C:\Program Files\Concepts\license保存
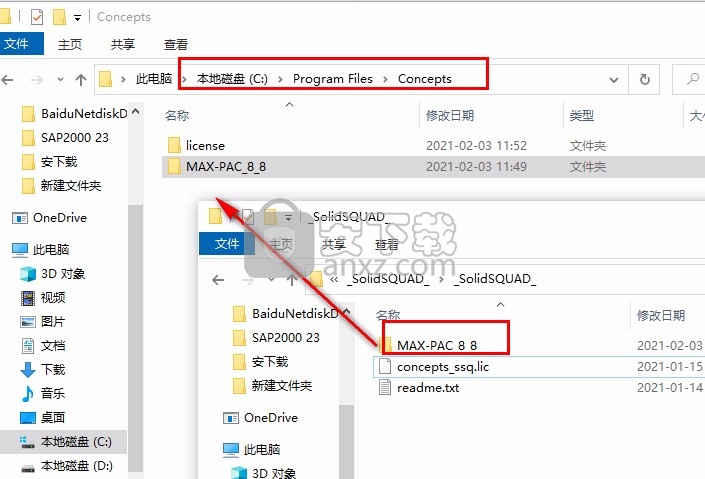
3、继续将MAX-PAC_8_8文件夹复制到安装地址替换
4、替换以后软件就可以激活,从而免费使用

5、在开始菜单打开MAX-PAC(x64)就可以进入主程序

6、软件已经可以正常打开使用,您可以点击help查看帮助
官方教程
MAX-PAC窗口
从Windows的“开始”菜单启动程序时,将出现MAX-PAC主窗口。 该窗口最初显示为空白,直到您选择在应用程序中打开案例。
单击下图中的任何区域以获取对该区域的描述。
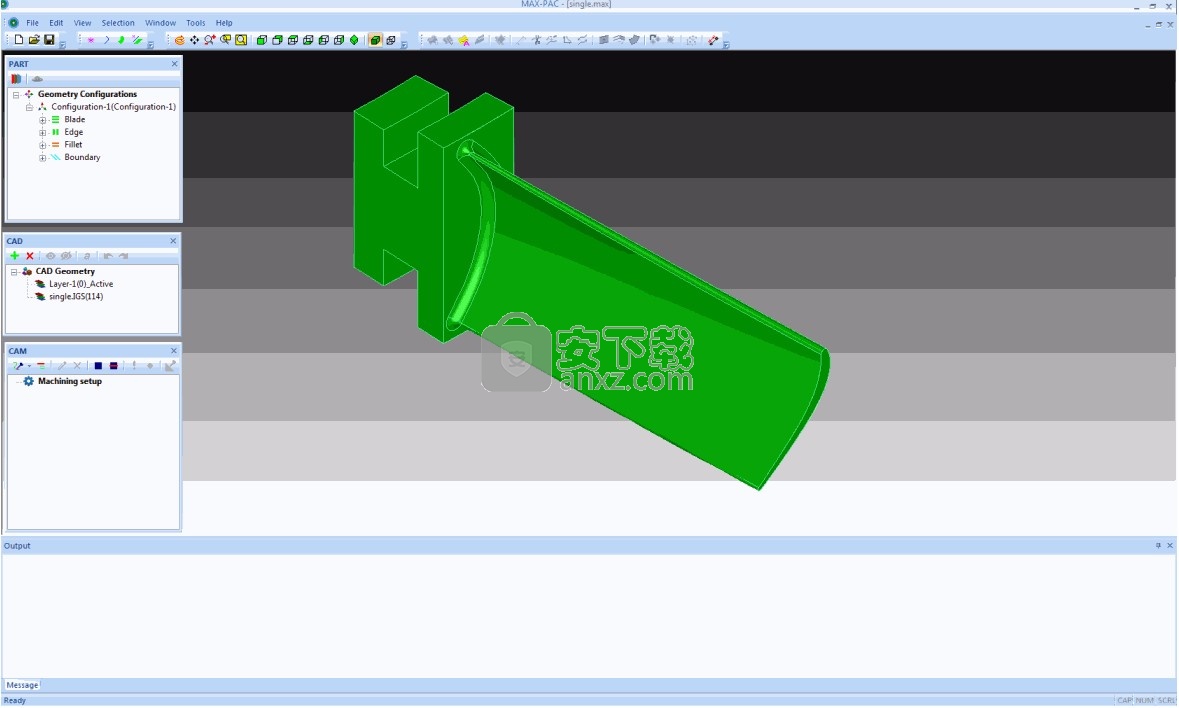
CAD窗口
使用此窗口可以指定必须导入的CAD文件的活动层(无论是从IGES还是STEP格式)。
活动层是工作层。 除非更改活动层,否则将新创建的形状应用于该层(为此,请在CAD窗口的菜单树中右键单击一个层,然后在快捷菜单上选择“设置活动”)。
所有CAD数据都保存在不同的层中。 您可以将外部CAD数据导入到案例中。 您也可以将所有组件或保留在指定层中的组件导出到IGES或STEP文件。 使用这些选项,可以更改组件的外观,以及显示或隐藏选定的组件。
要了解在CAD窗口中管理的图层的使用,请参阅概述:CAD数据管理。
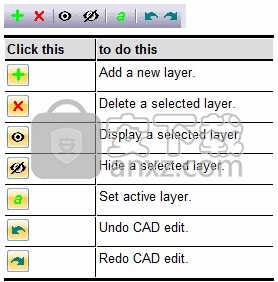
工具栏选项
概述:后处理器
MAX-PAC软件的主要输出是NC加工指令。该数据被传输到铣床并用于控制刀具的运动。
加工指令可以是APT(自动编程工具)格式,也可以由MAX-PAC软件后处理器在内部进行转换,以用于特定的机床和控制器。
如果从MAX-PAC生成APT工具路径,则可以使用独立的后处理器MAX-PP程序将其转换为机器G代码。
子程序和主程序
MAX-PAC加工说明作为每个零件程序或加工操作的单独文件生成。这些子例程包含刀具路径命令,进出工件的位置以及进给速度,主轴和冷却液控制。这些格式由机床制造商和控制供应商指定,或由标准输出的语言规范指定。
子例程适用于一个刀片或一个腔,并且必须为零件上的每个刀片执行一次。主程序可用于控制操作顺序,旋转增量方向,换刀和原点位置。主程序通常由最终用户组织制作。主程序可能包含过程信息,并且各部分通常相似。
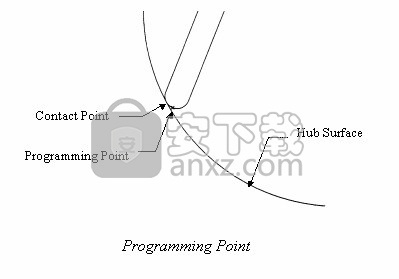
编程点
在大多数情况下,加工指令中的坐标值代表刀具的尖端(请参见下面的编程点图)。对于回转头铣床,编程点是主轴的回转点。对于某些机器,编程点是球头铣刀的中心。
进给速度
您可以在操作的“刀具”选项卡上指定进给速率值。可以为每个操作指定单独的进给速度(和主轴速度)值。
指定的进给速度被视为基准值。该值用于外围切割,并用于槽切割,过渡切割(零件附近的空气切割)和快速移动(空气零件远离零件)更改。您可以在“进给设置”对话框中指定这些进给率的值。
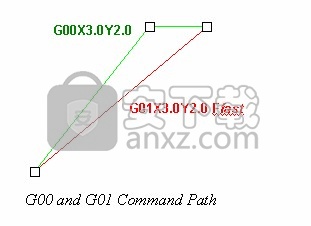
根据后处理器的不同,可以将快速进给速度指定为具有快速进给速度的G00或G01。对于某些铣床,最大进给速度下的G00移动速度比G01快。
G00命令以最大进给速度移动每个轴,从而可能导致命令移动的轴运动不同步,如下所示。小心使用不同步的G00运动,因为铣床选择的路径可能会引起干扰。
一些机床控制系统支持直接和逆时进给速度模式,通常分别由G94和G93激活。在直接进给速度模式下,为一系列NC块给出了单个进给速度(英寸/分钟或毫米/分钟)。在逆时模式下,为每个NC块指定进给速度值(1 / min)。逆时模式有利于五轴铣削,因为刀头以恒定的速度移动。
夹具偏移
当零件安装在两个工作台上时,如工件在工作台上或拉紧机上,则需要用户输入从工件坐标系原点到头部轴线枢轴点的距离。
轴向偏移距离如下所示。当机器从径向方向移动到轴向方向时,较大的偏移距离会导致切刀过度运动。
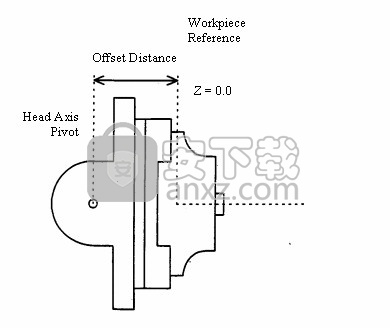
如果倾斜轴和旋转轴不相交,则以类似方式指定偏移量。 MAX-PAC使用通用术语Y-Offset来描述此偏移。
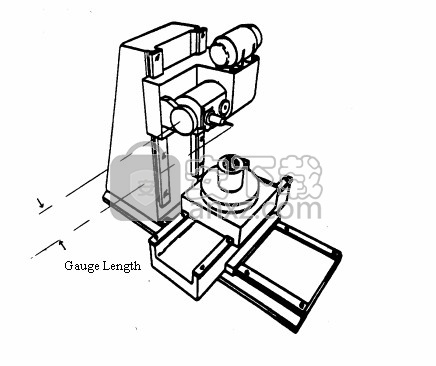
标距长度
量规长度描述了从刀尖到刀头轴线的枢轴点的距离。该参数与带有旋转头的铣床一起使用。
指定APT文件格式
使用此过程创建一个APT文件。通过创建名为Mach0001.cfg的文件并将其保存在MAX-PAC安装目录的Config目录中,可以配置MAX-PAC的中性APT工具路径文件格式。或者,您可以将MACH0001.CFG放在工作目录中,该目录将覆盖安装目录中找到的任何版本。 MAX-PAC目录中的\\ Program Files \ Concepts \ MAX-PAC \ Config \ Examples中提供了一个示例配置文件。
指定APT文件格式
1、要创建配置文件,请使用文本编辑器(如记事本)。
2、确保在配置文件中键入以下关键字:
CFG_HEADER –此关键字之后的文本定义了刀具路径标题。
CFG_AFTERBLOCK1 –该关键字之后的文本定义第一个运动块之后的语法。
CFG_FOOTER –此关键字之后的文本定义了刀具路径页脚。
3、在以上三个块中,指定要在工具路径文件中显示的文本。
4、在文本中,您可以包括以下用大括号括起来的关键字,例如{OPFEED}。这些关键字在运行时被实际值替换。
OpenClick查看关键字的完整列表:
BILDAT – MAX-PAC的生产日期
CCUT1 – CUTTER语句
CDATE –生成日期
CNAME –操作注释
CPROG –生成模块MAX5 / MAXAB / MAXSI
CROTAT –刀具路径转换的ROTATE值
CSHANK –小腿定义
CTIME –生成时间
DESCOM –案例描述性评论
ENGCUT –刀具说明
FNAME –刀具路径文件名
量规–量规长度
MCCODE –机器代码MACH0001
NUMBLD –刀片数量
OPFEED –操作提要
PROGID –程序ID
SPINDL –主轴转速
SRINAM – SRI案例文件名
TNUM –工具编号
单位–单位制INCH或MM
5、保存带有.CFG扩展名的文件。
指定配置设置
在运行MAX-PP之前,请使用“编辑配置”功能指定配置设置。您还可以使用此功能来修改指定用于后处理转换的现有输入配置文件中的设置。
编辑配置文件
1、要打开MAX-PP独立程序,请从Windows的“开始”菜单中选择“所有程序–概念– MAX-PAC – MAX-PP”。
2、在MAX-PP窗口中,单击“编辑配置”按钮。
出现“后处理器选项”对话框。
如果您未指定可选的输入配置文件,则会显示该对话框,不包含任何说明。
3、在后处理器列表中,双击要使用的后处理器。
后处理器名称将显示在“当前后处理器”框中。
4、如果存在水平偏移,请在“轴向偏移”框中指定轴向偏移距离。
注意:当机器从径向方向移动到轴向方向时,较大的偏移距离会导致切刀过度运动。仅某些机器需要此值。
5、选中“标距长度”复选框以指定工具标距长度。该值将覆盖APT文件头中指定的值。
6、在“单位系统”部分,选择使用英寸还是毫米。
7、在“反时限”选项卡中,选择要使用的任何反时限选项。
8、在其他选项卡中,选择要使用的任何其他选项。
9、单击确定。
10、如果要将设置保存到新的配置文件,或保存对现有配置文件所做的任何更改,请单击“保存配置”按钮。
转换APT数据
对MAX-PAC或MAX-PP使用以下步骤将APT数据转换为G代码。
使用MAX-PAC转换APT数据
1、右键单击CAM窗口中的操作,然后在快捷菜单中选择“后期处理”设置。
继续在出现的“ NC输出设置”对话框中指定选项。
- 要么 -
选择一个操作,然后单击PP。
注意:必须先由独立的MAX-PP准备配置,并在“后处理器选项”对话框中指定配置。
使用独立的MAX-PP转换APT数据
1、从Windows的“开始”按钮中,选择“所有程序–概念– MAX-PAC – MAX-PP”。
出现MAX-PP窗口。
2、单击“浏览”按钮以输入APT文件。
3、浏览并选择包含APT数据的文件。该文件应具有标准的MAX-5,MAX-AB或MAX-SI文件扩展名,例如r01,f01或h01。
4、使用以下方法之一指定输出的G代码文件:
要使用现有文件,请单击“输出G代码文件”框的“浏览”按钮,然后浏览并选择该文件。
- 要么 -
要使用类似于输入文件名的文件名,请单击默认按钮。 MAXPP程序会自动在文件名的末尾添加字母“ G”,并在与输入文件相同的目录中指定位置。
5、单击添加文件按钮。
输入的APT文件和输出的G代码文件的位置和名称出现在要处理的文件列表中。
6、如果需要从列表中删除文件,请选择输入的APT文件名,然后单击“删除”按钮。
MAXPP程序使用默认配置文件maxpp.cfg。该文件包含所有后处理器设置。您可以编辑默认设置或指定另一个配置文件以用于后处理。
7、要指定用于后处理的输入配置文件,请单击“输入配置文件(可选)”框旁边的“浏览”按钮,然后导航到并选择配置(* .cfg)文件。此步骤是可选的。
8、要编辑配置文件,请单击“编辑配置”按钮,然后在“后处理器选项”对话框中指定设置。
9、单击保存配置按钮以保存对配置文件所做的任何更改。
10、单击运行按钮。
将出现“ MAX-PP状态”窗口,其中列出了后处理信息。
后处理信息包括已完成的行,总行,路径长度,进给和时间以及笔划值。
11、单击关闭。
12、使用MAX-PP完成后,请单击“关闭”按钮。
MAX-PP窗口
从Windows的“开始”按钮启动MAXPP时,将出现MAX-PP窗口,并允许您指定用于将APT文件转换为G代码输出文件的后处理规范。
输入APT文件
在此框中,指定输入APT文件的位置和名称。单击浏览按钮浏览并选择文件。该文件应具有标准的MAX-5,MAX-AB或MAX-SI文件扩展名,例如* .r01,*。f01或* .h01。
输出G代码文件
在此框中,指定后处理的输出文件的位置和名称。单击浏览以浏览并选择现有的输出文件。
“默认”按钮使您可以使用与输入文件相同的名称,并在文件名的末尾添加“ G”。
文件后处理部分
本节列出了要包含在后处理计算中的文件。
添加文件按钮
单击此按钮可在后处理计算中添加包含指定的输入和输出文件。
移除按钮
单击此按钮可从列表中删除选定的文件。
输入配置文件(可选)
在此框中,指定要用于后处理的输入配置文件。此功能是可选的。单击浏览以浏览并选择文件。
配置文件(* .cfg)存储后处理器设置。您可以在不使用现有配置文件的情况下运行MAX-PP(通过单击“编辑配置”按钮进行设置);但是,当您退出MAX-PP时,您的设置会丢失。
编辑配置按钮
单击此按钮可在指定的配置文件中编辑设置,或指定新的配置设置。
保存配置按钮
单击此按钮可以保存对现有配置文件所做的更改,或使用您指定的设置创建一个新的配置文件。
人气软件
-

Advanced Design System 2020 2068 MB
/简体中文 -

广联达型钢五金大全 32.7 MB
/简体中文 -

Eplan electric P8 2.7完美 1024 MB
/简体中文 -

synopsys hspice 2016 521 MB
/简体中文 -
altium designer(ad) 16中文 3133 MB
/简体中文 -

Altium Designer 9中文 1812 MB
/简体中文 -

KISSsoft2016中文 475 MB
/简体中文 -

Cadence17.2 3092 MB
/简体中文 -

Zemax OpticStudio(综合性光学设计软件) 656.85 MB
/简体中文 -

Mentor Graphics ModelSim 1004 MB
/英文
 wincc7.0 SP3中文版 1.0
wincc7.0 SP3中文版 1.0  AVL Workspace Suite 2016 2016
AVL Workspace Suite 2016 2016  ANSYS Electronics Desktop 19 19.2
ANSYS Electronics Desktop 19 19.2  ANSYS Products 19.0 19.0
ANSYS Products 19.0 19.0  Ansys15.0 32&64位 15.0
Ansys15.0 32&64位 15.0  Zuken E3.series 2019 P3中文 v20.03 附带安装教程
Zuken E3.series 2019 P3中文 v20.03 附带安装教程  VERICUT7.2 附安装教程
VERICUT7.2 附安装教程  altium designer 13 附安装教程
altium designer 13 附安装教程 










