
XBuilder(plc编程软件)
v2.13 官方版- 软件大小:53.83 MB
- 更新日期:2019-06-18 16:15
- 软件语言:简体中文
- 软件类别:编程工具
- 软件授权:免费版
- 软件官网:待审核
- 适用平台:WinXP, Win7, Win8, Win10, WinAll
- 软件厂商:

软件介绍 人气软件 下载地址
X_Builder是一款专业的plc编程软件,也是一种数字运算操作的电子系统,专为工业环境下应用而设计;该应用程序主要通过读取外部输入的信号进行编写程序,信号源包括:按键、感应器、开关及脉波等,程序支持以微处理机执行逻辑、顺序、计时、计数及算术运算,可以产生相对应的输出信号包括:继电器的开关以及控制机械设备的操作,通过电脑或程序书写器可轻易的编辑/修改程序及监控裝置狀态,进行现场程序的维护与试机调整;采用循环扫描工作方式,包含输入点扫描、用户程序执行、输出点刷新、内部处理和通讯处理几个部分;程序支持三种常用的语言:梯形图(LD),指令列表(IL)和顺序功能图(SFC),主程序可以使用上述三种编程语言中的任意一种来编写,但是子程序和中断子程序只能使用梯形图或者指令列表编写,顺序功能图中的内置程序只能使用梯形图编写。强大又实用,需要的用户可以下载体验。
软件功能
梯形图编程
梯形图是一种和电气原理图非常类似的图形编程语言,在逻辑上也是和电气原理图非常的相似。在梯形图中,各种软元件被表示为触点和线圈,图形上各个触点和线圈之间的电路连接关系就是它们的控制逻辑关系。
指令列表编程
指令列表程序编辑器是一个文本编辑器,所有的逻辑和运算都使用指令和操作数的方式输入,根据指令所完成的功能和涉及到的操作数中的软元件,完成软元件的值读取、逻辑处理和软元件值写入。
顺序功能图编程
顺序功能图是根据机械设备的流程或者工序,将控制分成了多个步和步到步之间转换的一种语言。一个标准的顺序功能图由初始步、一般步、步间的转换条件、跳转和重置组成、每一步就是机械设备的一个处理工序,一个步中可以有内置梯形图,也就是这一步需要完成的处理工序。转换条件就是一个工序的完成和下一个工序的启动条件,它也需要内置梯形图来表示转换的条件。
程序转换
上述的三种编程语言可以互相转换,根据使用的习惯或者实际应用的控制环境,用户可以选择合适的编程语言。由于顺序功能图语言比较特殊,因此梯形图或者指令列表必须遵守顺序功能图的语法才能正确转换到顺序功能图
软件特色
可编程控制器工作原理
在运行可编程控制器前,可以使用编程软件编写输入点和输出点间的控制逻辑并下载到可编程控制器中
在可编程控制器运行过程中,首先会扫描输入点信号,将之读取到可编程控制器中
然后根据控制程序完成运算和逻辑处理,运算和逻辑处理结果将输出点的值改变
最后将输出点中的值转换为电信号输出并控制各种机械设备的运行。
在可编程控制器运行过程中采用循环扫描的工作方式
通过反复的执行输入点扫描、用户程序执行、输出点刷新工作达到接收控制并操作设备的目的。
用户程序控制原理
在用户程序中,可编程控制器的输入点被称为触点,它的功能和工业设备中的开关触点是一样的,代表能流的导通或者关断。
在可编程控制器中,输入点存储为一个软元件,当输入点为高电平时,对应的软元件为导通状态,在用户程序中参与逻辑运算并影响输出点的值;
输出点称为线圈,代表输出能流的导通或者关断,输出点对应软元件的值由输入点和控制逻辑计算结果决定。
在输出刷新时,软元件的值被转换为电信号在输出点的晶体管或者继电器输出,从而完成对设备的控制。
安装步骤
1、用户只需要点击本网站提供的下载路径即可下载得到对应的程序安装包
2、解压安装包后,即可得到对应的安装数据包,双击进行安装,选择语言
3、这个向导将指引你完成“_Builder2.13”的安装进程。在开始装之前建议先关闭基他所有应用程序这充许“安装程序”更新指定的系统文件,而不需要重新启动你的计算机。单击[下一步)]继续
4、您完全同意上述协议的所有条款吗?如果没有异议,请点击“同意”按钮;如果您表示反对,请点击“拒绝”按钮并退出安装程序。
5、勾选你想要安装的组件,并解除勾选你不希望安装的组件单击[下一步)]维续
6、Setup Builder2.13在下列文件要安装到不同文件夹,单击[浏览(B)]并选择其他的文件夹。单击[安装()开始安装进程。
7、如果选择自定义安装,那么就要自己选择安装组件以及安装路径选择
8、等待应用程序安装进度条加载完成即可,需要等待一小会儿
9、如果选择安装组件的用户,可以根据提示点击安装即可
10、弹出程序安装完成界面,点击完成按钮即可,等待程序配置完成即可
使用说明
在上面的梯形图中,首先是装载输入点X0的值作为当前值,然后装载输入点X1的值,将X1的值和当前值进行“或”运算后,运算结果成为当前值,然后装载X2的值并和当前值进行“与”运算,运算结果将最终控制输出点Y0是否有能流导通。
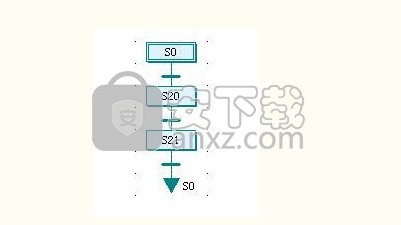
如上面的顺序功能图所示,初始状态是S0,当S0至S20的转换条件不满足时,S0工序会一直被执行,一旦转换条件满足,就停止S0的执行,开始S20的执行,以此类推,在最后完成S21并满足S21到跳转S0的转移条件后,停止S21工序的执行,重新启动初始步S0的执行,通过跳转,可以让整个顺序工序循环不停的执行。
建立工程
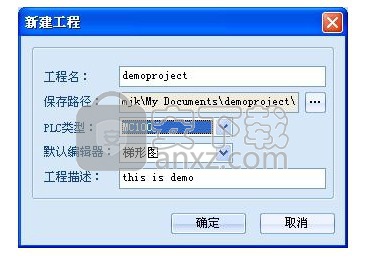
启动编程环境后,首先需要为编写的程序创建一个工程。点击“文件”菜单下的“新建工程”菜单项,软件弹出下面的对话框:
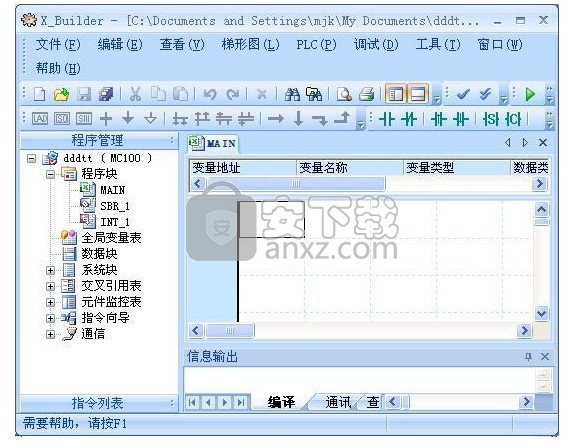
在本示例中,选择PLC类型为MC100,默认编辑器为梯形图,选择完毕点击对话框中的“确定”按钮后,一个新的工程被创建,并且默认打开了主程序进入程序编辑状态,如下图所示:
在本示例中,我们编写一个简单的跑马灯程序,假设输出端Y0、Y1、Y2分别控制红、黄、绿三种颜色的灯,输入端X0作为启动开关,该程序作如下控制:
当开关合上时,红黄绿三盏灯交替点亮,每盏灯的点亮时间为5秒钟(使用精度为100ms的计时器T0、T1、T2)
当开关打开时,三盏灯全灭
在编程环境中输入如下的梯形图程序:
程序编写完成后,可以先保存当前的工程到计算机中,点击“文件”菜单中的“保存工程”菜单项即可将当前编写的工程保存。
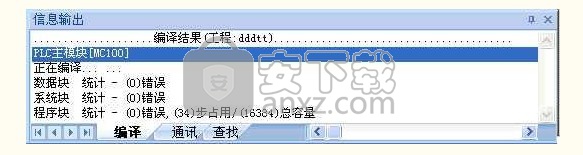
保存完成后,需要检查当前编写的程序是否有错误并且编译为可以下载到可编程控制器中的目标文件。点击“PLC”菜单中的“全部编译”菜单项,系统将当前程序进行全部编译,编译结果会显示在输出窗口中,如果没有错误的话,会显示如下内容:

下载程序
点击“PLC”菜单中的“下载”菜单项,下载程序时,必须要求PLC处于停止状态,如果PLC正在运行,则系统会提示如下的对话框:
点击“确定”按钮停止PLC的运行,系统会弹出如下的编译提示对话框:
如果不重新编译下载上次的编译结果,可以选择“否”,否则选择“是”重新编译程序,编译完毕后,会出现下面的下载窗口:
根据需要,在“下载选项”中选择需要下载的内容,本示例只需要下载编写的应用程序,选中后点击“下载”按钮即可开始下载,下载过程中会显示进度条,完成后将会提示用户下载成功。

启动可编程控制器
程序下载完成后,需要启动可编程控制器运行,在“PLC”菜单中选择“启动”菜单项,或者拨下可编程序控制器的开关到RUN处,在可编程控制器正常运行后,将接在输入点X0的开关闭合,就可以看到接在输出点Y0、Y1、Y2的三盏灯被轮流点亮
工具栏
本程序提供了几个工具栏,其中包含了用于更快地访问要经常使用的操作的不同命令按钮。这些操作也可通过使用菜单项或预定义的快捷键来完成。
工具栏位于菜单栏的下方。默认情况下,所有的工具栏都是可见的。要想隐藏或显示某一工具栏,请在任意一个工具栏上点击鼠标右键,在弹出的快捷菜单中选择/取消选择某个工具栏。
将鼠标光标放在任一图标上(而不点击它)停留片刻,会出现一个简短的描述文本,被称为工具提示。这些工具提示包括了当前图标的名称。如果工具提示没有出现,请在“选项”对话框中使能它们。
1、标准工具栏
标准工具栏包含编辑PLC程序最常用的基本功能。
例如:
新建工程、打开工程、保存文件、保存全部,剪切、拷贝、粘贴,撤销/恢复,删除,查找,打印预览、打印,显示/隐藏工程管理器、显示/隐藏信息输出窗口。
2、编译工具栏

编译工具栏包含编译当前程序和全部编译两个编译最常用的功能:编译当前窗口中的用户程序/编译全部用户程序。
3、梯形图工具栏

梯形图工具栏包含编辑梯形图程序最常用的功能。
4、顺序功能图工具栏

顺序功能图工具栏包含编辑顺序功能图程序最常用的功能。
5、标签工具栏

标签工具栏主要应用在指令列表、数据块两个文本编辑器中,功能是在文本窗口中使用可供快速定位的标签。
6、PLC工具栏

PLC工具栏提供了操作、访问PLC硬件最常用的功能。
每个工具栏的功能都可以在界面菜单中找到对应的菜单项。可以根据需要自定义工具栏,也可以添加新的工具栏,加入常用的图标。
7、缩放工具栏

在梯形图程序和顺序功能图程序中,可以通过缩放工具栏的调整显示比例。
指令树的内容会随着当前工作区窗口的编辑器的改变而变化,如果当前工作区为梯形图编辑器,指令树将显示梯形图语言支持的所有指令,同样,如果当前工作区为指令表编辑器或者顺序功能图编辑器,指令树也显示为指令表语言或者顺序功能图语言支持的所有指令,因此在编写程序过程中,可以通过指令树查找与某个功能匹配的指令。在编程过程中,指令树不仅可以用于查找指令,还可以用于输入指令。
如何通过指令树输入指令
选中要输入的指令,双击鼠标左键或将其拖动到程序编辑窗口中,即可在程序编辑窗口中输入该指令,如果当前编辑器是梯形图编辑器,将自动启动输入指令的向导,详情请参见梯形图编辑的向导式输入;如果当前编辑器是指令列表或者顺序功能图,编辑器将直接插入该指令或该指令对应的元件。
默认编辑器——新建工程时,新工程默认使用的编辑器类型,可选择为:梯形图、指令列表或顺序功能图;
默认PLC类型——新建工程时,新工程默认使用的PLC硬件型号,根据Config目录下的配置文件动态显示;
右对齐方式——设置梯形图优化显示时,输出元件对齐的方式,可选择为屏幕右端(自动对齐到屏幕最右端所能显示的列)或指定列(由用户指定需要对齐到哪一列)。此项仅对梯形图有效;
指定对齐列——设置梯形图优化显示时,输出元件对齐到的列。此项仅当“右对齐方式”选择了“指定列”时有效;
人气软件
-

redis desktop manager2020.1中文 32.52 MB
/简体中文 -
s7 200 smart编程软件 187 MB
/简体中文 -

GX Works 2(三菱PLC编程软件) 487 MB
/简体中文 -

CIMCO Edit V8中文 248 MB
/简体中文 -

JetBrains DataGrip 353 MB
/英文 -

Dev C++下载 (TDM-GCC) 83.52 MB
/简体中文 -

TouchWin编辑工具(信捷触摸屏编程软件) 55.69 MB
/简体中文 -

信捷PLC编程工具软件 14.4 MB
/简体中文 -

TLauncher(Minecraft游戏启动器) 16.95 MB
/英文 -

Ardublock中文版(Arduino图形化编程软件) 2.65 MB
/简体中文
 Embarcadero RAD Studio(多功能应用程序开发工具) 12
Embarcadero RAD Studio(多功能应用程序开发工具) 12  猿编程客户端 4.16.0
猿编程客户端 4.16.0  VSCodium(VScode二进制版本) v1.57.1
VSCodium(VScode二进制版本) v1.57.1  aardio(桌面软件快速开发) v35.69.2
aardio(桌面软件快速开发) v35.69.2  一鹤快手(AAuto Studio) v35.69.2
一鹤快手(AAuto Studio) v35.69.2  ILSpy(.Net反编译) v8.0.0.7339 绿色
ILSpy(.Net反编译) v8.0.0.7339 绿色  文本编辑器 Notepad++ v8.1.3 官方中文版
文本编辑器 Notepad++ v8.1.3 官方中文版 






