定尺提料
v20210120 官方版- 软件大小:70.6 MB
- 更新日期:2021-01-25 16:43
- 软件语言:简体中文
- 软件类别:3D/CAD软件
- 软件授权:免费版
- 软件官网:待审核
- 适用平台:WinXP, Win7, Win8, Win10, WinAll
- 软件厂商:

软件介绍 人气软件 下载地址
定尺提料功能丰富,可以在软件对零件排版,将清单数据导入到软件就可以提取相关的零件属性,支持清单表格编辑,支持图形编辑,支持排版设置,支持排版计算,支持生成申购单,支持输出申购单,对于需要排版零件的朋友很适合,软件有很多数据,您可以在型材目录找到C型钢、H型钢、L型钢、T型钢、U型钢、Z型钢、槽钢、钢板、工字钢、矩形管,支持通用性编辑,支持截面重组,支持特性计算;定尺提料提供测试数据,新用户可以直接打开测试数据查看软件相关的功能,提供排版设置线材过滤表头、零件清单、申购单模板、索引表模板、转换清单表头等资源,方便用户输出测试数据,如果你需要这款软件就下载吧!
软件功能
直接导入TEKLA生成的零件清单,焊接型材由程序自动拆分为板条。
支持板条、零件板、线材的排版及输出EXCEL申购单、CAD排版图、EXCEL索引表。
多种计算方法和输出方式可供选择,满足大部分钢结构工厂材料计划定尺提取。是目前最方便快捷的材料计划定尺提取软件。
可以导出各种详尽报表。生成的申购单可直接拿来采购,生成的板条排版图或索引表可直接下发车间指导工人使用材料。详尽的零件和材料跟踪功能。
完全自主研发,强大的研发能力。
软件特色
1、定尺提料支持清单编辑,在软件导入材料数据
2、支持检查整理,可以在软件拾取零件编号、规格、单件长度
3、可以从选定行识别数据,可以从xls添加清单数据
4、可使用表格编辑菜单中的命令对表格中当前显示的数据进行编辑
5、程序会判断每行数据的材质是否为列表中列出的材质,若不是将被视为无效行并被删 除
6、支持对零件排版,可以对属性设置
7、板材分类中设置了该零件排版时所在板块的最大长度及长度余量,最大长度减去长度余量即为板块可用长度
使用说明
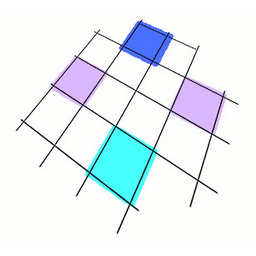
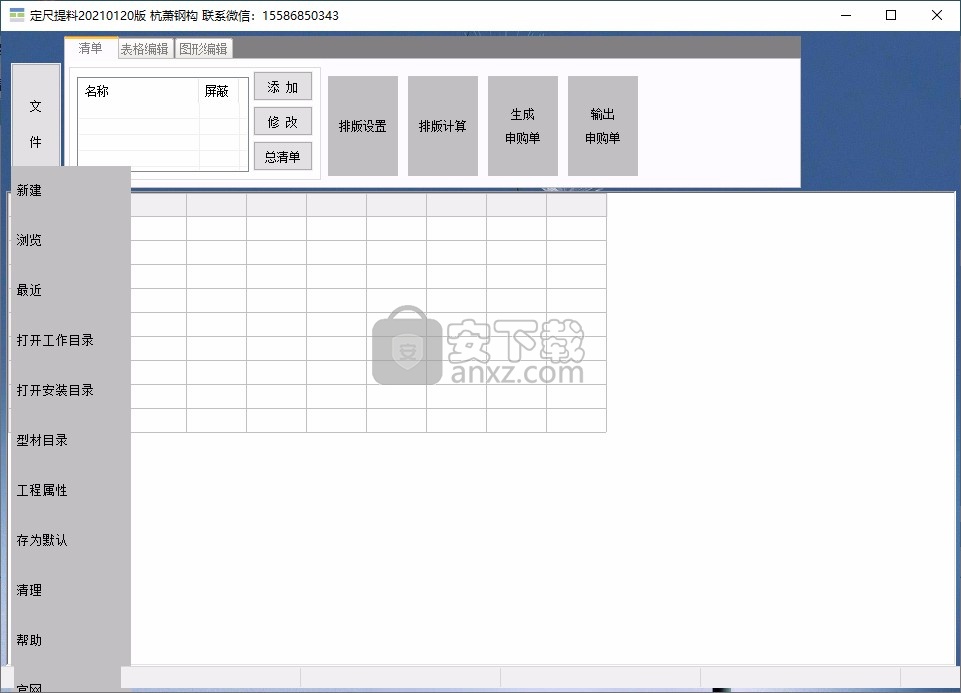
1、打开定尺提料提示添加新的工程,可以在软件排版数据

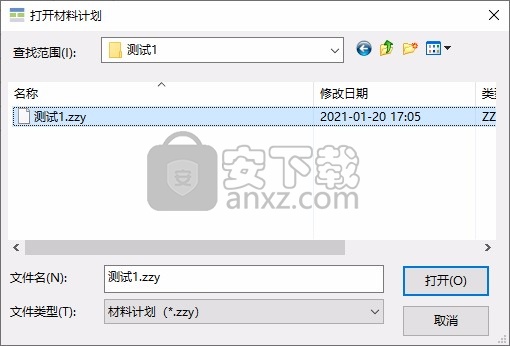
2、点击浏览按钮添加本地的测试文件到软件使用
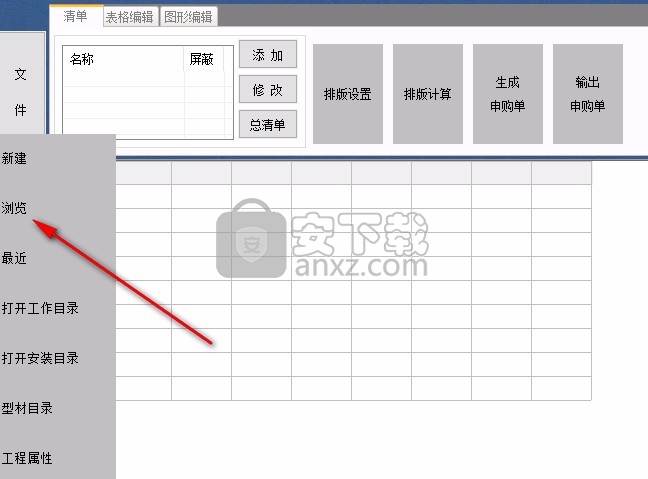
3、双击测试文件就直接打开,随后在软件设置排版方式
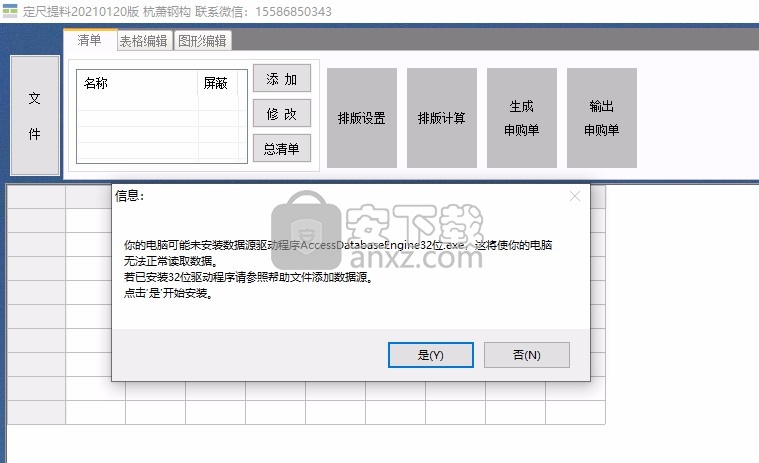
4、提示你的电脑可能未安装数据源驱动程序,这将使你的电脑无法正常读取数据。
5、打开软件就可以显示清单内容,支持添加清单、添加转换、修改清单、零件清单

6、支持图形编辑功能,可以在软件查看零件图形参数,可以测试图形

7、如图所示,在软件图形列表上选择一个图形双击就就可以执行测试

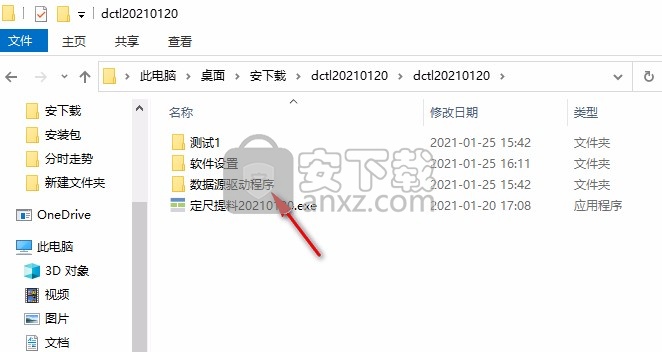
8、提示没有安装AccessDatabaseEngine2010x32.exe就可以打开数据源驱动程序安装
官方教程
材料类型
1. 材料类型
1.1 材料类型可为板材、线材、不输出。程序对板材和线材的处理是不一样的。若材料类型为不输出,则表示该类零件不排版计算也不会出现在申购单中。
1.2 若零件在排版设置中设置了材料类型,程序将按排版设置中的设置。若零件未在排版设置中设置材料类型,程序将按型材目录中的设置。
1.3 当零件的材料类型为板材时,程序将按照型材目录中的截面拆分(图 1)设置对零件进行拆分成板材。若型材目录中对此类截面未勾选允许拆分(图 1 第 1 处),则关闭窗口后程序会提示错误信息。
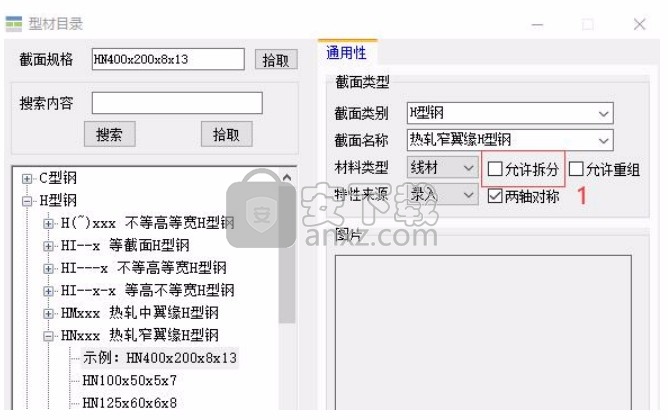
图 1
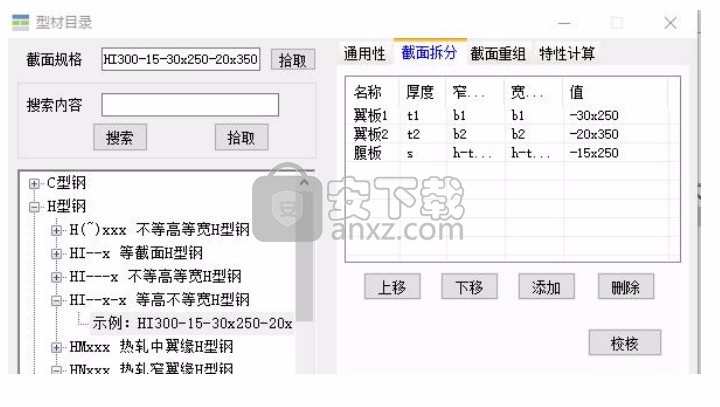
图 2
第 3 节 分类设置
1.计算方法
*当材料类型为板材时,计算方法可为适长板条、定长板条、定长板块、累计板块、适长板块、适长零件;
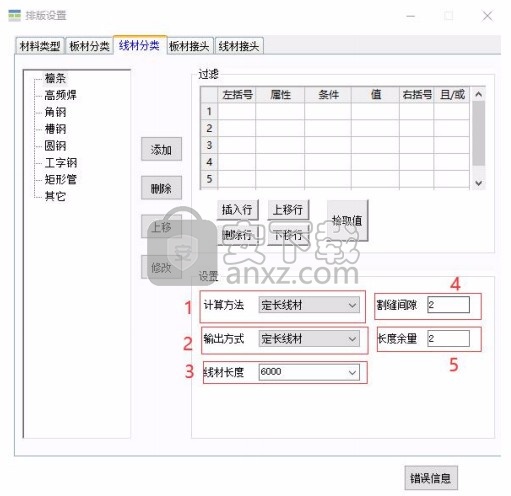
*当材料类型为线材时,计算方法可为定长线材、倍长线材、适长零件。
1.1 适长板条


(1)概述:程序先申请一个板块,然后不断从板块中申请一个板条,供相同宽度和长度合适的零件排入,直到无合适的零件可排入为止。重复此过程,直到所有零件被排入 为止。
(2)排版前准备工作:每次排版前先将未排入的零件按宽度和长度从大到小排序,取排在第一位的零件的长度(以下称作零件长度)和宽度(以下称作零件宽度)作为板块 长度和宽度的取值依据。
(3)板块长度取值:若零件长度小于最小长度设置,则取零件长度的倍长作为板块长度。
若零件长度不小于最小长度设置,则取零件长度作为板块长度,同时考虑长度余量设置和长度模数设置。
若存在零件长度大于最大长度设置的情况,则关闭窗口后程序会提示错误信息。请设置超长零件的接头。
(4)板块宽度取值:可在板块宽度设置中输入多种宽度,以‘,’分割,程序从板块宽度设置中选取余料宽度最小的宽度作为板块宽度。
(5)板条宽度取值:取排在第一位的零件的宽度作为板条的宽度。
(6)板条长度取值:取所在板块的长度。
(4)特点:水平割缝贯穿整块板,适合长零件的排版。板块长度种类较多,但相对来说省料。
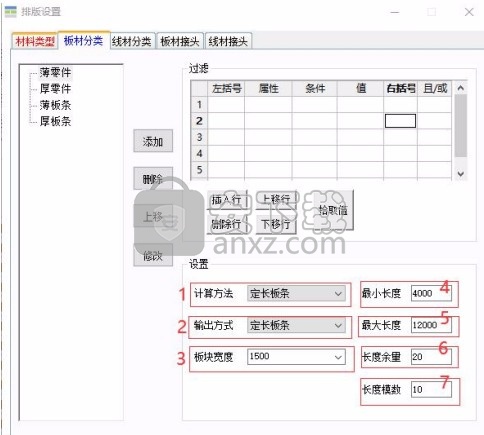
1.2 定长板条
(1)概述:程序先申请一个板块,然后不断从板块中申请一个板条,供相同宽度和长度合适的零件排入,直到无合适的零件可排入为止。重复此过程,直到所有零件被排入为止。
(2)排版前准备工作:每次排版前先将未排入的零件按宽度和长度从大到小排序,取排在第一位的零件的宽度(以下称作零件宽度)作为板块宽度的取值依据。
(3)板块长度取值:取最大长度设置
若存在零件长度大于最大长度设置的情况,则关闭窗口后程序会提示错误信息。请设置超长零件的接头。
(4)板块宽度取值:可在板块宽度设置中输入多种宽度,以‘,’分割,程序从板块宽度设 置中选取余料宽度最小的宽度作为板块宽度。
(7)板条宽度取值:取排在第一位的零件的宽度作为板条的宽度。
(8)板条长度取值:取所在板块的长度。
(4)特点:水平割缝贯穿整块板,适合长零件的排版。板块长度统一,但相对来说费 料。
人气软件
-

理正勘察CAD 8.5pb2 153.65 MB
/简体中文 -

浩辰CAD 2020(GstarCAD2020) 32/64位 227.88 MB
/简体中文 -

CAXA CAD 2020 885.0 MB
/简体中文 -

天正建筑完整图库 103 MB
/简体中文 -

Bentley Acute3D Viewer 32.0 MB
/英文 -

草图大师2020中文 215.88 MB
/简体中文 -

vray for 3dmax 2018(vray渲染器 3.6) 318.19 MB
/简体中文 -
cnckad 32位/64位 2181 MB
/简体中文 -

Mastercam X9中文 1485 MB
/简体中文 -

BodyPaint 3D R18中文 6861 MB
/简体中文
 lumion11.0中文(建筑渲染软件) 11.0
lumion11.0中文(建筑渲染软件) 11.0  广联达CAD快速看图 6.0.0.93
广联达CAD快速看图 6.0.0.93  Blockbench(3D模型设计) v4.7.4
Blockbench(3D模型设计) v4.7.4  DATAKIT crossmanager 2018.2中文 32位/64位 附破解教程
DATAKIT crossmanager 2018.2中文 32位/64位 附破解教程  DesignCAD 3D Max(3D建模和2D制图软件) v24.0 免费版
DesignCAD 3D Max(3D建模和2D制图软件) v24.0 免费版  simlab composer 7 v7.1.0 附安装程序
simlab composer 7 v7.1.0 附安装程序  houdini13 v13.0.198.21 64 位最新版
houdini13 v13.0.198.21 64 位最新版