

Slic3r(多功能3D打印与管理软件)
v1.3.0 免费版- 软件大小:53.65 MB
- 更新日期:2020-11-25 13:24
- 软件语言:英文
- 软件类别:打印工具
- 软件授权:免费版
- 软件官网:待审核
- 适用平台:WinXP, Win7, Win8, Win10, WinAll
- 软件厂商:

软件介绍 人气软件 下载地址
Slic3r是一款多功能3D打印与管理软件,如果用户需要将3D模型转换为3D打印机的打印说明,此工具就能将模型切成水平切片(层),生成填充它们的工具路径,并计算要挤出的材料量;Slic3r可以读取STL、AMF和OBJ文件,同时可以输出G代码和SVG文件;用户友好界面的所有功能也可以从命令行获得,这样就可以根据需要将Slicer集成到自定义工具链和批处理操作中;可以将用户的3D模型转换为G代码,可视化的刀具路径预览,高级配置管理,具有条件逻辑的自定义G代码,打印假脱机队列(同时在多台机器上打印)或发送到OctoPrint,FDM/FFF和SLA/DLP,修饰符,自定义区域上的不同设置;支持命令行工具,大多数功能都从命令行公开,因此为批处理操作和自定义集成提供了方便的工具:批量生成G代码、导出SVG切片、剪切,变换,修复3D模型、在3D格式之间转换!
软件功能
FFF / FDM打印机的G代码生成;
STL,OBJ,AMF和POV格式之间的转换;
自动修复非流形网格(以及重新导出它们的能力);
SVG切片输出;
内置USB /串行主机控制器,支持多台同时打印机,每台打印机都有一个假脱机队列;
OctoPrint集成(发送到打印机);
内置投影仪和DLP打印机主机;
具有可视预览功能的多个实体零件中的网格切割工具(也可以使用网格批量切割);
拉伸2.5D TIN网格的工具。
一个用于在Slic3r内部算法之上构建自定义应用程序的C ++库:
处理3D模型(打开,修复,转换,转换)
切片到矢量数据、生成多种口味的G代码
生成填充图案、通过串口发送G码、估计G代码打印时间
软件特色
开放:它是完全开源的,并且独立于任何商业公司或打印机制造商。
它希望保持3D打印的开放性和自由性。
兼容:它支持所有已知的G代码方言
Marlin,Repetier,Mach3,LinuxCNC,Machinekit,Smoothie,Makerware,Sailfish。
高级:许多配置选项允许微调和完全控制。新手用户通常只需要一些选项,而Slic3r通常由高级用户使用。
社区驱动:GitHub存储库中讨论了新功能或问题。加入协作并帮助改善!
强大:代码库包含1,000多个单元测试和回归测试,这些测试是在6年的开发过程中收集的。
模块化:Slicer的核心是libslic3r,它是一个C ++库,提供了精细的API和可重用的组件。
Embeddable:完整而强大的命令行界面允许从外壳使用Slic3r或将其集成到服务器端应用程序中。
软件优势
也与您的打印机兼容。
RepRap(Prusa Mendel,MendelMax,Huxley,Tantillus ...
ltimaker,Makerbot,Lulzbot AO-100,TAZ,MakerGear M2,Rostock,Mach3,Bukobot等。
甚至DLP打印机,快速的G代码生成速度很快。
不要等待数小时来切片该详细模型。Slic3r比Skeinforge快100倍。
它还将多线程用于并行计算。许多输入/输出格式。
Slic3r可以读取STL,AMF和OBJ文件,同时可以输出G代码和SVG文件。您喜欢图形界面还是命令行?
用户友好界面的所有功能也可以从命令行获得。
这使您可以根据需要将Slic3r集成到自定义工具链和批处理操作中。开源,开放发展。
Slic3r是开源软件,根据AGPLv3许可获得许可。
开发集中在GitHub和FreeNode上的#slic3r IRC频道上,社区高度参与测试以及提供想法和反馈。
Slic3r超级易于运行:下载,双击并享受,无需依赖,轻松自如。
对于MacOS X,Windows,Linux。使用双台多台挤出机进行打印。
打印美丽的彩色物体,或使用辅助挤出机制造支撑材料。
或在其上放一个更大的喷嘴并打印较快的填充物。
使用帽沿以获得最佳附着力。
此独特功能通过在您的物体周围生成一个可以在打印后轻松移除的基础法兰来改善内置板的附着力。
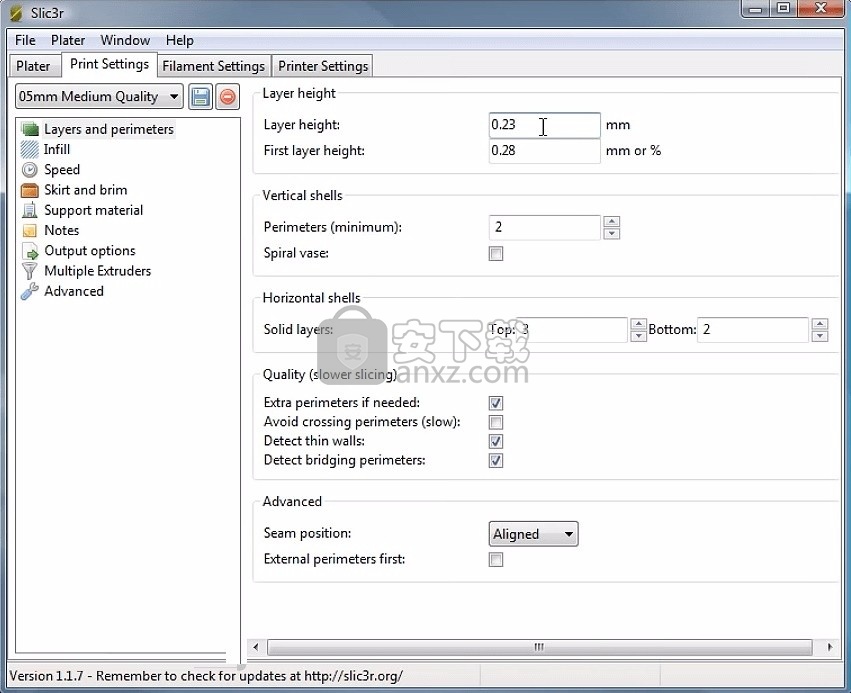
微层化:节省时间,提高准确性。
您可以选择打印较厚的填充物,以受益于周长的低层高度,同时仍将打印时间保持在合理的范围内。
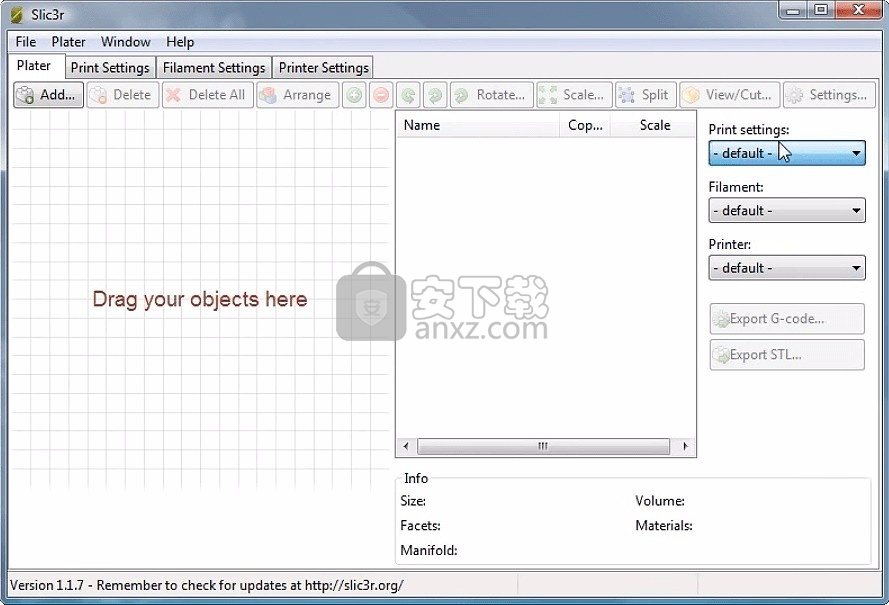
组成印版,但一次打印一个对象。
使用内置的电镀界面,可通过拖放操作放置对象,旋转和缩放对象,并根据需要排列所有内容。
在连续打印功能允许在时间在一个单一的打印作业要打印一个完整的对象。
冷却策略
一个非常智能的冷却逻辑将调节您的风扇速度和打印速度,以确保每一层在放置下一层之前有足够的时间进行冷却
管理多个打印机,细丝和构建样式。
配置处理系统是为使用多台机器和细丝的人员设计的
可以将配置另存为每个类别的预设,而无需增加已保存的配置。
使用说明
用户可以点击本网站提供的下载路径下载得到对应的程序安装包
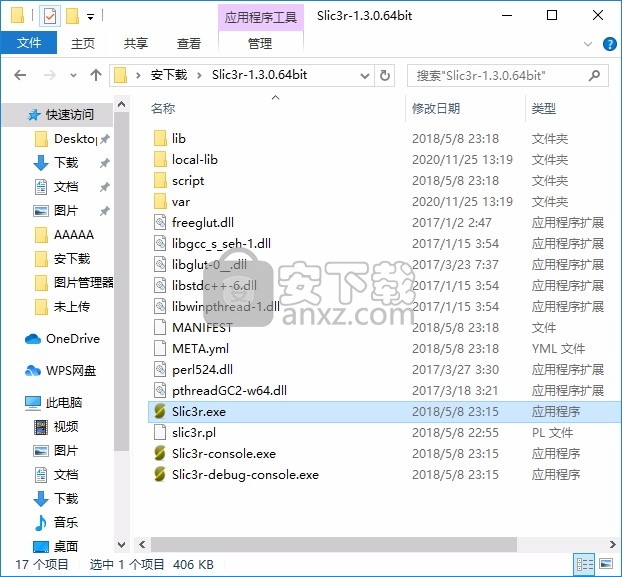
只需要使用解压功能将压缩包打开,双击主程序即可进行弹出程序界面
校准
在尝试首次打印之前,必须正确校准打印机,这一点至关重要。跳过或匆忙执行此步骤会导致挫败感,并在以后导致打印失败,因此务必花些时间确保正确设置机器。
每台机器可能都有自己的校准程序,本手册将不会尝试涵盖所有变化。相反,这是应解决的关键点列表。
框架稳定且正确对齐。
皮带拉紧。
床相对于挤出机的路径是水平的。
细丝从卷轴上自由滚动,而不会在挤出机上产生太大的张力。
步进电机的电流设置为正确的水平。
固件设置正确,包括:轴移动速度和加速度;温度控制; 终点站;电机方向。
挤出机在固件中以每毫米长丝正确的步长进行校准。
有关挤出机步速的要点至关重要。Slic3r期望机器被告知可以准确地生产一定数量的灯丝。
太多会导致斑点和其他瑕疵。太少会导致间隙和差的层间附着力。
配置向导
Slic3r具有两个可帮助新手的功能:配置向导和简单模式。
有时在开始使用新软件时伸出援助之手是一件很高兴的事。配置向导会提出一系列问题,并为Slic3r创建一个配置。
配置向导:欢迎屏幕
1.固件类型
Slic3r产生的gcode是为特定类型的固件量身定制的。第一步将提示您使用打印机的固件。这应该在构建或配置打印机时指定。如果不确定,请联系供应商。

配置向导:固件类型
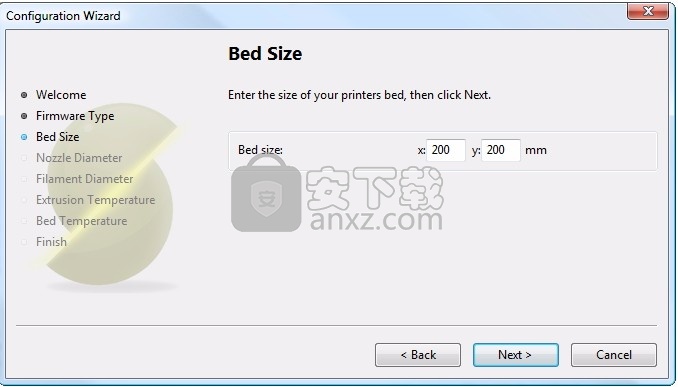
2.床铺尺寸
此设置定义了挤出机可以沿X和Y轴行进的最大距离。如果打印机不容易找到尺寸,则可以轻松进行测量。
确保在原始位置时从挤出机喷嘴停放的左下角开始测量,以确保喷嘴可以在每个方向上移动的最大距离。考虑到X托架可能在喷嘴到达其最大距离之前接触框架,这取决于打印机的品牌和型号。
还要记住检查所有可能限制X / Y移动的固件终端设置。
配置向导:床尺寸
3.喷嘴直径
购买热端时,通常会在热端说明中或相关文档中清楚地显示热端喷嘴的直径。常用值为0.5mm和0.35mm。
如果喷嘴是自制的,或来自未提供直径的光源,则应尽可能精确地仔细测量孔径。确定喷嘴尺寸的一种方法是非常缓慢地(1mm / s)将一些长丝挤出到自由空气中,然后测量所得挤出物1的厚度。这具有考虑到模头膨胀的好处,因此即使知道直径也可能是有用的事情。
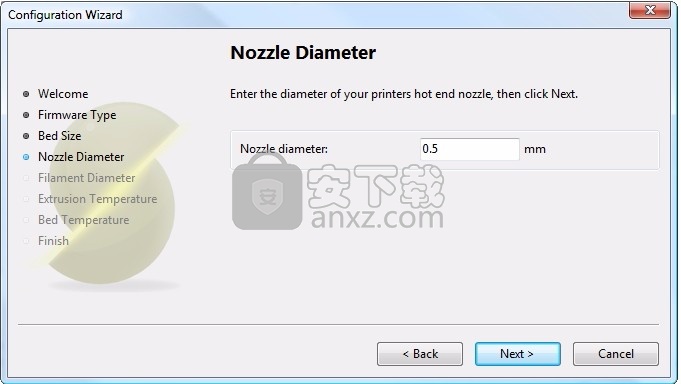
配置向导:喷嘴直径
4.细丝直径
为了使Slic3r产生准确的结果,它必须尽可能准确地知道将多少物料推入挤出机。因此,至关重要的是要为细丝直径提供尽可能精确的值。
尽管FDM打印机中使用的灯丝以3mm或1.75mm的价格出售,但这只是一般性的指导。直径可以在制造商之间甚至批次之间变化。因此,强烈建议从灯丝的长度方向进行多次测量并使用平均值。例如,测量2.89、2.88、2.90和2.91的平均值为2.895,因此可以使用。
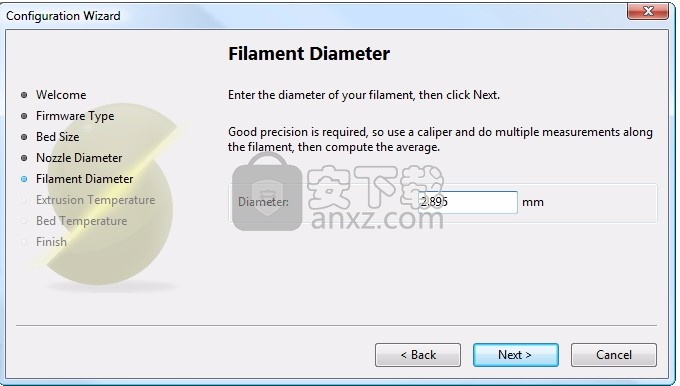
配置向导:细丝转盘
5.挤出温度
挤出温度将取决于材料,大多数可以在一定温度范围内运行。供应商应提供有关哪种温度合适的指导。一个非常普遍的经验法则是,PLA位于160°C至230°C之间,而ABS位于215°C至250°C之间。更多奇特的材料将具有不同的范围。
这是开始生产打印件时需要微调的一个参数。最佳温度甚至可以在相同材料的颜色之间变化。可能影响所选温度的另一个因素是挤出的速度,通常更快的挤出温度更高。
注意:可以选择从打印机控制器手动控制挤出机温度。在这种情况下,温度可以设置为零。
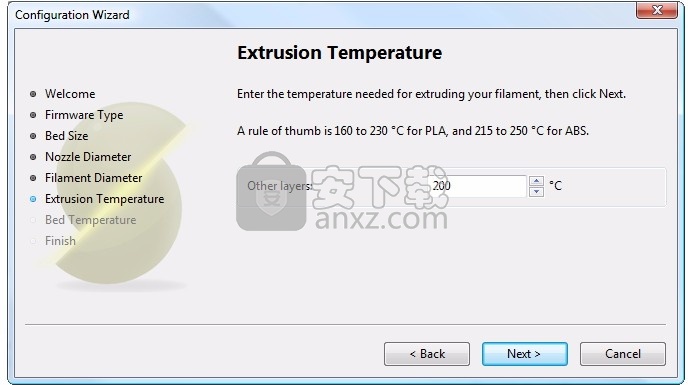
配置向导:挤出温度
6.床温
如果打印机有加热床,则可以设置此参数。与挤出机温度一样,该值将取决于所用材料。根据经验,PLA需要60°C,ABS需要110°C。
注意:您可以选择从打印机控制器手动控制床温。在这种情况下,温度可以设置为零。
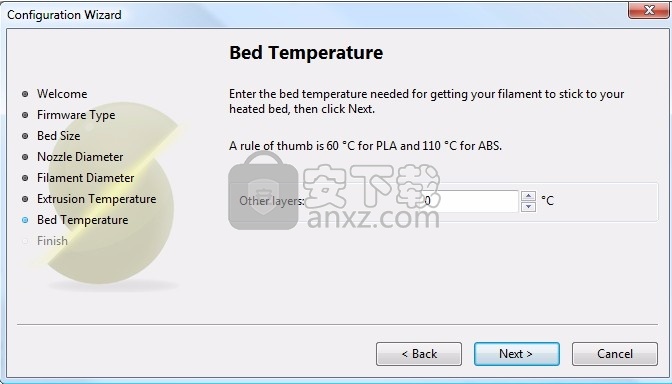
配置向导:床温
在此阶段,向导完成,并且定义了基本配置。

配置向导:结束
打印机设定
在Printer Settings将要更新的最少,除非Slic3r将被用于许多打印机,例如,三维打印机农场。
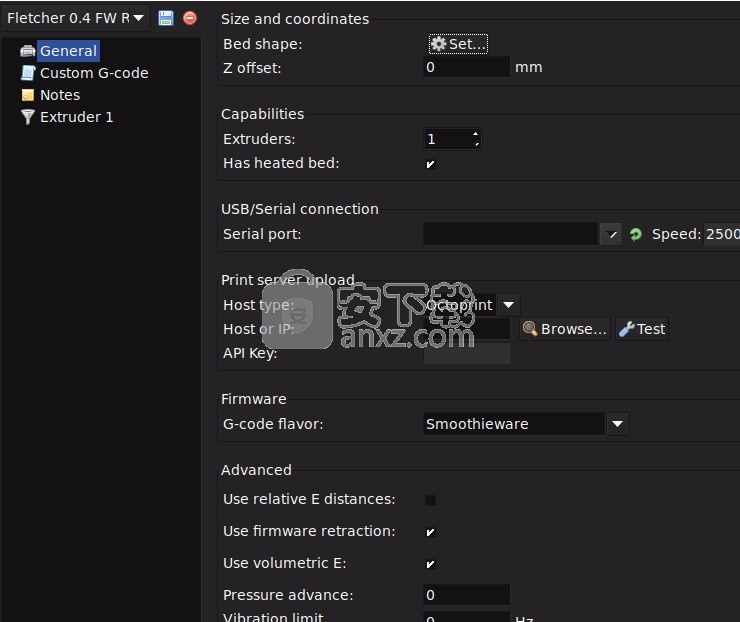
打印机设置:常规
大小和坐标。
该Bed size设置是从向导中获取的(请参阅第页),仅用于在电镀机中预览模型。
这Print center是打印将居中的点。一Bed size的200mmx200mm以及Print center100mmx100mm的会坐在中间的打印。如果由于玻璃划痕而需要远离中心打印,则应使用此选项。
Z offset可用于补偿未正确校准的Z终点挡块。如果喷嘴停在离床稍远的位置,则增加负值将使所有层偏移该量。但是,正确的解决方案是自行修复终点挡块。
最佳的Z挡块位置是在归位时喷嘴尖端几乎不接触床表面的位置。一张纸可以很好地衡量这个很小的距离。不建议使用此设置来尝试通过将底层“挤压”到床中来改善层的附着力,而应参阅参考资料中的建议。
固件。
如在向导中选择的那样(请参见第页),G-code flavour定义了生成的G代码的方言。
挤出机设置
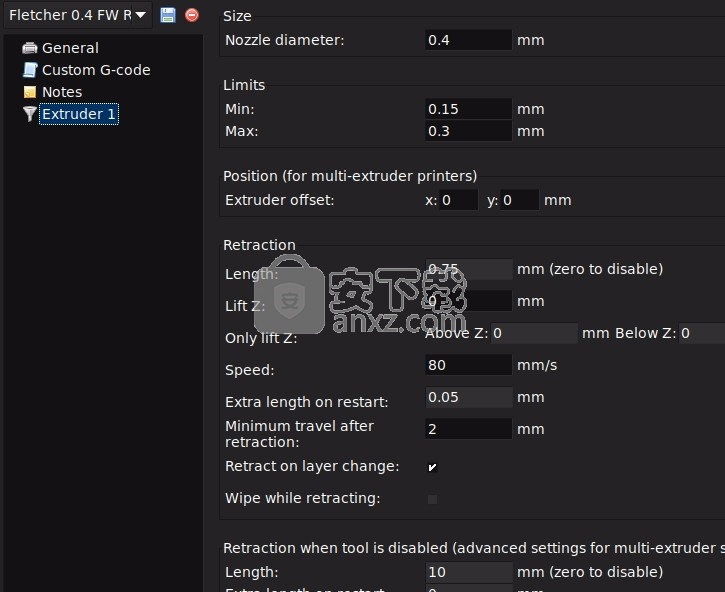
打印机设置:挤出机
挤出机
Nozzle diameter 是在向导中定义的(请参见第页)。
缩回。
除非被挤压的材料具有很高的粘度,否则由于重力会在挤压之间渗出。这可以通过在挤出之间主动缩回细丝来解决。将Length参数设置为正值将导致灯丝在行进之前反转那么多毫米。然后,在移动之后,在开始新的挤出路径之前,将以相同的量补偿缩回。
通常建议使用1到2mm之间的值。Bowden挤出机可能需要4到5mm,这是由于管子产生的滞后现象。将Lift Z参数设置为正值将在每次行程中将整个挤出机在Z轴上提升几毫米。这对于确保喷嘴不会挂在任何已经铺设的细丝上很有用,但是通常没有必要,并且会降低打印速度。通常值为0.1mm就足够了。
自定义G代码
开始,结束和图层更改G代码。
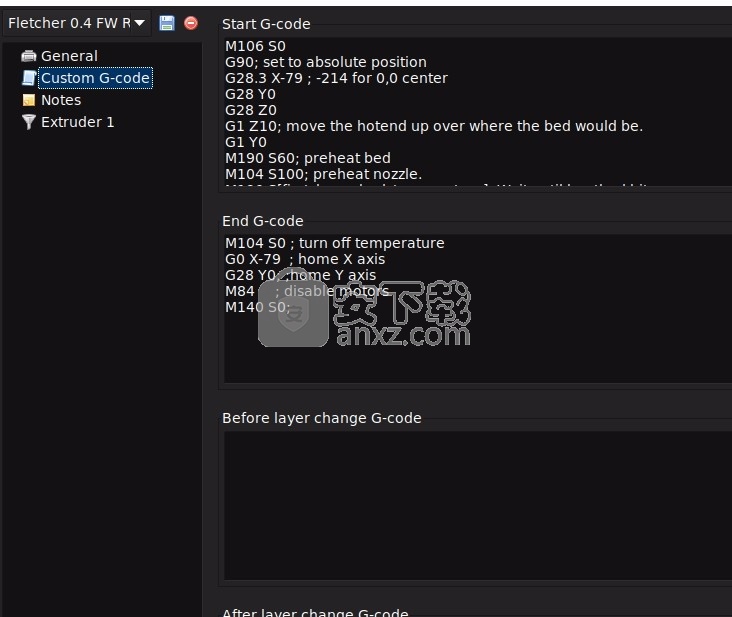
可以在打印开始之前和打印完成之后运行自定义G代码命令。
可以在G代码命令1中插入占位符。例如,[next_extruder]将返回下一个挤出机的索引。
RepRap Wiki是学习各种可用G代码的好资源http://reprap.org/wiki/G-code。
注意:请确保检查给定的G代码对您的固件有效。
在中指定的代码Start G-code会插入到输出文件的开头,紧随挤出机和床的温度控制命令之后。请注意,如果指定了温度控制命令(M104和M190),则这些命令将替换Filament设置所引入的温度G代码。
开始打印之前要使用的一些常见G代码是:
G28-回零所有轴。
打印结束后要使用的一些常见G代码是:
M104 S0-将挤出机温度设置为零。
M140 S0-将加热床温度设置为零。
G28 X0 -X轴回零。
M84-禁用电动机。
人气软件
-

pdffactory pro(pdf虚拟打印机) 8.86 MB
/简体中文 -

bartender2019补丁 1.88 MB
/简体中文 -

Canon IJ Network Tool(打印机连接与配置工具) 1.85 MB
/英文 -

3D Viewer(多功能图形编辑与打印工具) 112.35 MB
/英文 -

得力打印机助手 21.3 MB
/简体中文 -

print conductor(文档批量打印工具) 96.7 MB
/简体中文 -

Lodop打印控件(32位/64位) 6.94 MB
/简体中文 -

zebradesigner pro 2(斑马条码打印机软件)中文版 29.85 MB
/简体中文 -

BarTender Enterprise 条码标签打印软件 10.1 中文 270.00 MB
/简体中文 -

SmartPrinter(虚拟打印机) 13.1 MB
/简体中文
 i印通 3.9.61278.0
i印通 3.9.61278.0  票据之星支票票据打印软件 v2019.07.24 官方版
票据之星支票票据打印软件 v2019.07.24 官方版  石子简洁收据打印专家 v3.4.3
石子简洁收据打印专家 v3.4.3  eDocPrinter PDF Pro(PDF打印工具) v7.25
eDocPrinter PDF Pro(PDF打印工具) v7.25  3D Coat文件(3D Coat补丁) v4.9.67
3D Coat文件(3D Coat补丁) v4.9.67 













